Устройство двигателя
Содержание:
Почему нужно делать диагностику ГБЦ методом опрессовки
Опрессовка головки блока цилиндров является неотъемлемой частью качественного капитального ремонта двигателя. Она позволяет выявить неисправности системы охлаждения двигателя, скрытые дефекты ГБЦ, такие, как трещины, свищи или пористость металла и отталкиваясь от обнаруженных дефектов можно сделать выводы о целесообразности дальнейшего ремонта головки блока цилиндров.
Читать далее
При каких симптомах нужно задуматься об опрессовке ГБЦ
Даже будучи не специалистом в автоделе можно по первичным признакам догадаться о неисправности системы охлаждения двигателя, которая может быть связана с выходом из строя головки блока цилиндров. Такими признаками являются:
- Постоянное снижение уровня охлаждающей жидкости в расширительном бачке системы охлаждения двигателя. При этом нет никаких видимых подтеков и следов на месте парковки.
- Характерный белый налет как на масляном щупе, так и в расширительном бачке. Это происходит из-за смешивания масла двигателя с охлаждающей жидкостью, образуя эмульсию.
- Белый дым из выхлопной трубы со сладковатым запахом, так же свидетельствует о неисправности в системе охлаждения. В большей мере проявляется при нагреве выхлопной системы.
При выявлении любого из этих признаков, специалисты Oem-zap рекомендуют незамедлительно обратится в технический центр для более подробной диагностики системы охлаждения и для проверки ГБЦ на герметичность. И как показывает практика, основанная на многолетнем опыте работ, простой осмотр деталей может не выявить неисправности, поэтому и необходимо производить опрессовку ГБЦ со снятием ее с двигателя.
Как производят опрессовку ГБЦ
Опрессовку головки блока цилиндров производят на специальном стенде, оснащенным всем необходимым оборудованием, которое включает в себя:
- большую ванну с крышкой;
- нагревательные элементы, которые позволяют нагревать ГБЦ почти до рабочей температуры;
- подъемным и поворотным механизмом плиты, к которой крепится ГБЦ
- панель управления с датчиками температуры и давления.
Снятую с двигателя головку блока цилиндров моют от всех загрязнений, потом закрепляют на поворотном столе, предварительно заглушив все каналы системы охлаждения резиновыми заглушками, которые прижимаются плексигласовой пластиной (толстое оргстекло) для лучшей видимости утечек. Погружают в заранее подогретую до 60-70 градусов ванну с водой и оставляют на 30-40 минут, чтобы головка блока цилиндров нагрелась, это обязательное условия для более правильной диагностики, т.к. при нагреве детали трещины расширяются и воздуху, подающему под высоким давлением (до 6 атмосфер), легче пройти через микротрещины, которые могут не проявляться на холодной детали.
По результату проведенной опрессовки ГБЦ можно сделать выводы о целесообразности дальнейшего ремонта головки блока цилиндров. Если пузырьки воздуха при созданных условиях не проявились, значит ГБЦ не имеет существенных трещин и ее ремонт целесообразен, а если пузырьки воздуха проявились, то, в большей степени, дальнейший ремонт ГБЦ не целесообразен и ее придется заменить.
Специалисты Oem-zap не рекомендуют производить самостоятельно опрессовку ГБЦ в домашних условиях, т.к. результаты таких проверок не всегда верны из-за невозможности создания идеальных рабочих условий, которые создаются температурой и высоким давлением. Всегда есть возможность привести свою ГБЦ в наш технический центр, наши специалисты проверят ее по полному технологическому процессу и предложат дальнейшую шлифовку привалочной плоскости ГБЦ, если она пройдет тест опрессовки.
Ответы на частые вопросы клиентов
Стоимость ремонта в Oem-zap меньше, чем у дилеров?? Да, на 5-15% минимум. Сохраняется ли официальная гарантия при ремонте у Вас? ? Да, сохраняется. Вы используете оригинальные запчасти или аналоги? ? Мы используем оба варианта, исходя из ситуации и потребностей клиента. Сможете ли вы сделать ремонт моей машины … ? ? Конечно, сможем, если это модель корейской марки.
м. Алтуфьево
Адрес: г. Москва,
ул. Дубнинская, д. 50 Б, стр. 1График работы: с 9 до 20 без выходных.Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
м. Царицыно
Адрес: г. Москва,
ул. Севанская ул., д. 62График работы:с 9 до 20 без выходных Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
Наши акции:
Мойка радиатора скидка 10%
Антибактериальная обработка кондиционера скидка 30%
Ремонт агрегатов в регионах скидка 50%
Вентиляционные отверстия картера
 |
|
Изображение 1 |
 |
|
Изображение 2 |
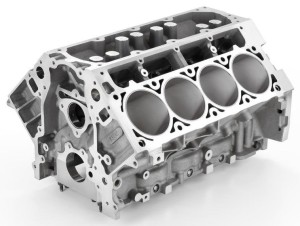
Более новые картеры снабжаются вентиляционными отверстиями поверх коленчатого вала и под цилиндрами (изобр. 1 и 2).
Вентиляции в зоне кривошипов при вытянутых вниз боковых стенках и связанных с ними элементами жёсткости коренных подшипников препятствуется. Благодаря вентиляционным отверстиям вытесненный воздух, который при движении поршня от верхней мёртвой точки в направлении нижней мёртвой точки находится под поршнем, может уйти в сторону и, тем самым, вытесняется туда, где поршень как раз движется в направлении верхней мёртвой точки. Тем самым воздухообмен осуществляется быстрее и эффективнее, поскольку воздуху больше не нужно проходить длинного пути вокруг коленчатого вала. Благодаря уменьшившемуся сопротивлению воздуха достигается, кроме того, значительное увеличение мощности. В зависимости от расстояния цилиндров до коленчатого вала, вентиляционные отверстия находятся либо в зоне прилегания коренных подшипников ниже рабочих поверхностей цилиндров, либо в зоне рабочих поверхностей цилиндров или где-либо между данными зонами.
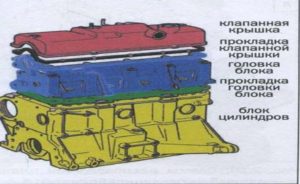
Понятие ГБЦ
Для начала обратимся к расшифровке. ГБЦ — это головка блока цилиндров, которая представляет собой основной узел любого транспортного средства. Его предназначение заключается в контроле происходящего в двигателе процесса сгорания топливной смеси и выводе отработанных газов. По сути ГБЦ — это конкретно крышка, которая закрывает непосредственно блок цилиндров.
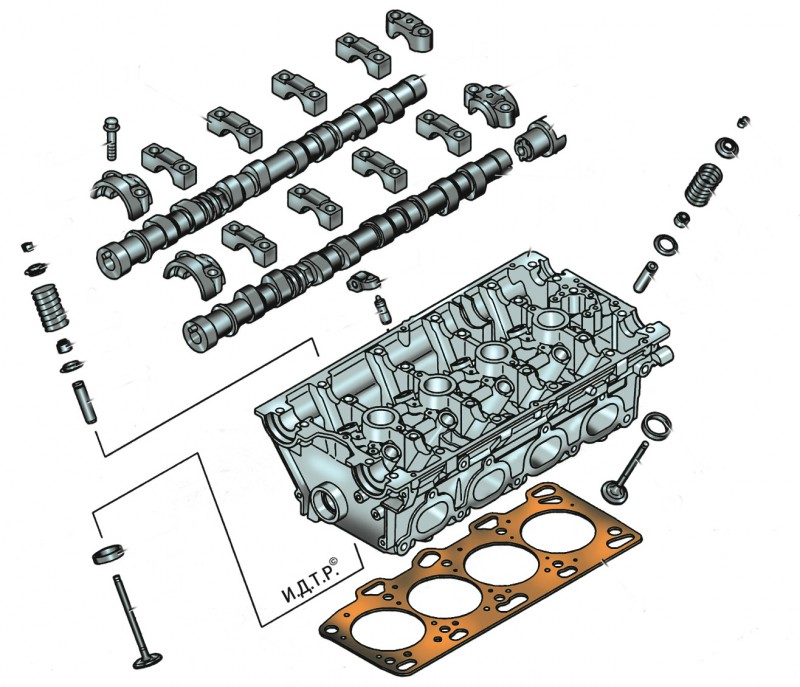
ГБЦ может изготавливаться из алюминиевого сплава или легированного чугуна. Когда процесс литья ГБЦ завершен, она подвергается процедуре искусственного старения, это делается с целью избавления компонента от остаточного напряжения. В том случае, если мотор однорядный, то на нем будет установлена одна головка блока цилиндров. Если же он W-образный, то на каждый отдельный ряд цилиндров будет установлена отдельная головка блока.
Очень важно, чтобы головка блока была надежно уплотнена непосредственно с блоком. Именно для этого нижняя часть элемента делается чуть шире, чем верхняя
Прокладка головки блока цилиндров используется для уплотнения двух частей блока.
Монтаж и фиксация ГБЦ происходит при помощи направляющих штифтов, предназначенных для закрепления головки
Непосредственно монтаж является особо важной процедурой, которая осуществляется согласно регламенту, указанному для каждого отдельного авто. Этот регламент является индивидуальным, поэтому устанавливать головку на «Жигули» и пользоваться инструкцией от иномарки крайне не рекомендуется
Что касается непосредственно штифтов, то они должны устанавливаться и затягиваться в определенной последовательности, при этом должен соблюдаться момент затяжки. Для этой цели используется специальный динамометрический ключ.
Помните о том, что при затяжке винтов необходимо руководствоваться технологией, а не применять грубую силу, поскольку это может привести к необратимым последствиям.
Это может стать причиной деформации ГБЦ. Внутри головки установлено множество различных элементов, которые скрыты крышкой, но о них мы расскажем далее. Работоспособность этого элемента определяет функционирование двигателя автомобиля в целом, это нужно знать и понимать.
Расточка коленвала своими руками
Расточка коленвала представляет собой сложную процедуру, выполнить которую в условиях даже хорошо оборудованного гаража практически невозможно. Так как она требует высокой точности, и может проводиться только на профессиональном токарном оборудовании. К тому же, чтобы получить качественный результат, нужен большой опыт и соответствующая квалификация. Самостоятельно можно выполнить следующие процедуры:
- Демонтировать двигатель и все дополнительные навесные узлы, в число которых входит КПП, сцепление и маховик.
- Вскрыть поддон силового агрегата, отвинтить крышку коренных и шатунных подшипников. Затем снять её с вкладышем и извлечь коленчатый вал.
- Выполнить очистку коленвала. Для этой процедуры можно воспользоваться специальными смесями, их изобилия на рынке позволяет подобрать оптимальную жидкость в любой ценовой категории.
Перед снятием головки цилиндров обратить внимание на следующее:
- Головку цилиндров снимать только на холодном двигателе.
- Головка цилиндров для восьмицилиндровых двигателей имеет отличную конструкцию от головок цилиндров, выпущенных после 1978 года для тех же двигателей.
- При повреждениях привалочной плоскости гоповки цилиндров ее можно профрезеровать.
- Каждая головка цилиндров фиксируется на блоке цилиндров двумя установочными штифтами и крепится 18 болтами, по 6 болтов на каждый цилиндр.
- Прокладка головки цилиндров 3.5 и 4.5 литровых двигателей отличаются друг от друга диаметром отверстия цилиндров. Кроме того, конструкция прокладок изменялась в течение года, поэтому при покупке прокладки обязательно указывайте номер двигателя.
- В процессе эксплуатации подтягивание болтов крепления головки цилиндров не требуется.
- Крепление головки цилиндров производится только на холодном двигателе.
- Резьба болтов крепления головки цилиндров покрыта слоем никеля: во избежание повреждения резьбы в блоке при замене использовать только такие болты.
- Для защиты резьбы рекомендуется использовать пасту «Helicoil».
- Снятие и установку головки цилиндров можно выполнять на двигателе, установленном на автомобиле.
- Капот автомобиля поставить в вертикальное положение как при снятии двигателя.
- Отсоединить провода от аккумуляторной батареи.
- Слить охлаждающую жидкость из системы охлаждения, отвернув сливные пробки с левой и правой стороны блока цилиндров.
- Снять топливные трубки.
- Отвернуть болты крепления выпускных трубопроводов на обоих головках цилиндров.
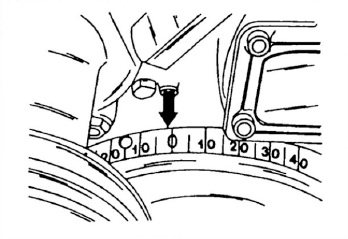
- Повернуть коленчатый вал двигателя до ВМТ в 1-м цилиндре. При этом метка на торцевой стороне поверхности блока цилиндров и нулевая отметка на шкиве должны совпасть как показано на рисунке.
- В автомобилях с регулируемой подвеской колес отвернуть четыре болта крепления насоса гидросистемы подвески, снять насос вместе со шлангами и отвести в сторону. Снять детали привода гидросистемы.
- Краской нанести метки на звездочки распределительных валов и цепь привода, даже если снимается только одна головка цилиндров.
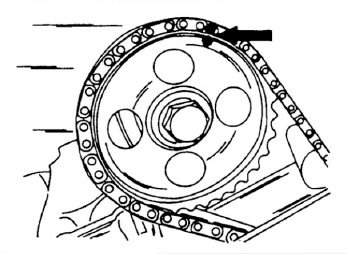
- Отвернуть болт крепления звездочки на распределительном валу, удерживая распределительный вал в средней части от проворачивания ключом в средней части или между зубьями звездочки и цепью привода поставить стопор соответствующей формы. Болт крепления до конца не отворачивать.
- Снять звездочку с распределительного вала, при необходимости, легкими ударами молотка с пластмассовой рабочей поверхностью, затем отвернуть болт крепления звездочки. Во избежание соскакивания цепи с других звездочек цепь закрепить.
Устранение трещин цилиндров и водяной рубашки
Трещины на стенках цилиндров и водяной рубашки являются следствием замерзания воды в блоке, заливки холодной воды в перегретый двигатель, неосторожного обращения с блоком при ремонте, запрессовки гильз с большим натягом. Наличие трещин на стенке цилиндра сопровождается попаданием в него воды, что влечет за собой перебои в работе двигателя и падение мощности
При наличии трещин на стенке водяной рубашки получается подтекание воды по наружной поверхности двигателя. Трещины можно обнаружить путем испытания цилиндров и рубашки подкрашенной водой под давлением в течение 1—2 час. Цилиндры испытывают под давлением 20—25 ат, а водяную рубашку — под давлением 2—3 ат
Наличие трещин на стенке цилиндра сопровождается попаданием в него воды, что влечет за собой перебои в работе двигателя и падение мощности. При наличии трещин на стенке водяной рубашки получается подтекание воды по наружной поверхности двигателя. Трещины можно обнаружить путем испытания цилиндров и рубашки подкрашенной водой под давлением в течение 1—2 час. Цилиндры испытывают под давлением 20—25 ат, а водяную рубашку — под давлением 2—3 ат.
Место и размер трещины определяются отложением красящего вещества.
Иногда удается установить наличие трещины и более простым способом. Для этого предполагаемое место трещины смачивают керосином, а затем насухо вытирают и посыпают сухим порошком мела. Через 1—2 часа керосин, проникший в трещину, выйдет на поверхность и даст отчетливую желтую полоску, по которай легко определить наличие и границы трещины.
Трещины цилиндра устраняют установкой гильз или газовой заваркой со стороны водяной рубашки (для этого специально вырезают кусок стенки водяной рубашки против трещины цилиндра); при этом подогревают весь блок цилиндров на древесном угле.
Операция заварки — сложная и ответственная и поэтому применяется редко.
Трещины водяной рубашки заделывают штифтовкой, наложением заплат, металлизацией, замазкой и реже сваркой.
Штифтовка производится в следующем порядке:
- Засверливают концы трещины сверлом 4,8 мм и просверливают отверстия по всей длине трещины на расстоянии 8 мм.
- Нарезают резьбу в отверстиях метчиком 6 мм, затем завертывают в отверстия стержни из красной меди и обрезают их ножовкой так, чтобы они выступали на 1,5—2 мм.
- Просверливают отверстия посредине между стержнями и нарезают в них резьбу, затем завертывают стержни, которые должны захватывать ввернутые раньше.
- наложить заплату на место трещины, легкими ударами пригнать ее по месту, пользуясь заплатой как шаблоном, накернить, просверлить отверстия в блоке сверлом 4,8 мм и нарезать в них резьбу метчиком 6 мм;
- смазать заплату суриком, наложить на место и привернуть ее стальными винтами; при наложении заплаты на головку блока под заплату нужно установить свинцовую прокладку;
- расчеканить края заплаты и опробовать блок водой под давлением 2—3 ат.
Металлизацией заделывают небольшие трещины, которые предварительно разделывают крейцмейселем, обезжиривают, после чего металлизируют посредством металлизатора.
Замазкой заделывают только небольшие трещины, причем замазку соответствующего состава наносят на подготовленную трещину и в течение 1—2 час. просушивают. Подготовка трещины заключается в зачистке ее и в обезжиривании.
Мелкие волосяные трещины можно заливать соляной кислотой в смеси с нашатырем; при этом трещина затягивается отлагающейся ржавчиной.
Заварку трещины производят в следующем порядке:
- расфасовывают трещину для получения скоса стенок под углом 45°;
- медленно нагревают блок до температуры 650—700° в термической печи;
- прогретый блок закрывают листовым асбестом, оставляя открытыми только места сварки;
- заваривают трещины чугунными электродами;
- помещают блок в печь и медленно его охлаждают (6—8 час);
- производят механическую обработку шва, затем испытывают блок водой.
История
После появления поршневых двигателей, в целях улучшения равномерности вращения, массогабаритных показателей, увеличения КПД (искровые) и снижения вибрации, были созданы многоцилиндровые конструкции. На ранних двигателях, ввиду технологических трудностей, картер кривошипного механизма присоединялся на болтах, часто были отдельными цилиндры, рубашки охлаждения, водяные и масляные трубки.
По мере развития технологий литья и станочной обработки (то есть, уменьшения вероятности брака столь сложной детали) блок цилиндров объединил в себе верхнюю часть картера и все цилиндры. Это уменьшило количество деталей, их суммарный вес, и увеличило жёсткость (что позволяет, например, форсировать двигатели по наддуву). Сейчас такие названия как «блок двигателя», «блок цилиндров», «блок» можно услышать в сервисе или среди водителей, и все они относятся именно к этой единой детали. Блок-картером является деталь, объединяющую в себе блок и все стенки картера (часто это туннельный блок-картер), но и её обычно называют так же.
Однако трудности транспортного характера всё ещё вынуждают изготавливать крупноразмерные судовые двигатели с отдельным картером, отдельными цилиндрами, отдельными головками. Судовые дизели столь велики (сотни тонн), что перевозятся по железной дороге частями и монтируются краном на месте. Из эксплуатационных соображений их блоки и картеры имеют многочисленные люки для обслуживания и проверки, и даже головки цилиндров могут иметь отъёмные клапаны с сёдлами.
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
https://youtube.com/watch?v=0KCUO0E9_vk
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Причины образования трещин
Сварка чугунного блока двигателя аргоном зачастую работает с заделкой трещин. Но они же могут появиться и в процессе сваривания. Основной причиной является резкий спад температуры, или резкое ее повышение. Чтобы этого избежать, следует постепенно подогревать чугун перед сваркой, а также делать это после нее, так как в ином случае он слишком быстро остынет. Трещины могут появиться из-за активного выхода углерода из состава при нагревании. Чтобы не допустить данный процесс, используют флюс, который возмещает утраченный углерод, а также используют защитные газы, которые помешают углероду соединиться с кислородом.
Будет полезно: Где находится сливная пробка масла с двигателя?

Образование трещин на чугунном блоке двигателя
Также может образоваться напряжение из-за водорода, который попал в шов из атмосферы, или же может попасть туда в обмотке электрода. Здесь нужно более тщательно выбирать покрытие и защитную среду чтобы обеспечить надежную изоляцию для металла. Недостаточное количество восполнения углерода, что случается при неправильно подобранном флюсе, также может стать причиной трещин. В таком случае деформация получается из-за неравномерности внутренней структуры элементов, в которых отсутствует углерод. Они создают деформацию, которая приводит к разрыву поверхности или созданию внутренних пор и раковин.
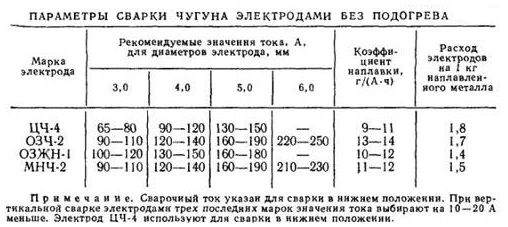
Режимы и характеристики
Существуют разные виды и способы сварки металла. Чтобы шов получился максимально надежным, при его создании нужно руководствоваться проверенными параметрами, которые смогут гарантировать удачное проведение работ.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Неисправности и ремонт блока цилиндров[29]
При нормальной эксплуатации наблюдается постепенный износ поверхности цилиндров. Если блок цилиндров не имеет сменных гильз, то по достижении предельного размера он подлежит расточке до следующего ремонтного размера, с установкой соответствующей поршневой. Можно на значительное время отодвинуть расточку установкой колец следующего ремонта с их подгонкой, но придётся смириться со стуком холодных поршней, и несколько повышенным расходом масла. Если же блок имеет сменные гильзы, то они подлежат замене с кольцами и (обычно) с поршнями.
Важное: при установке колец в не расточенный блок нужно выставлять зазор в замке не в верхней части, где износ больше, а в нижней. Проверять в неизношенном верхнем пояске необходимости нет, так как кольца его не достигают
Всё же полезно очистить этот поясок от нагара «нулёвкой» для облегчения монтажа колец.
Все остальные неисправности блока цилиндров вызваны неправильной эксплуатацией, либо заводским браком. При размораживании блока его рубашка снаружи трескается, и подлежит заварке аргоном (алюминиевый сплав), запайке латунью или заклейке эпоксидным клеем (чугунный блок). Возникшие трещины в неответственных местах могут завариваться (чугун — электродом с чёрным маркером, алюминий — сваркой аргоном), корродированные места под гильзы могут наплавляться и протачиваться.
Заводской брак может иметь две причины: конструкторские ошибки, приводящие к систематическим разрушениям (трещины) в большом проценте блоков, и брак на конвейере. Например, после отливки (но перед механической обработкой) заготовка должна пройти естественную или искусственную релаксацию напряжений. Когда в связи с реформами на АвтоВАЗ складской цикл хранения сократили, пошёл массовый брак (коробление) блоков после мехобработки. Поэтому пришлось вводить выдержку отливок при температуре для релаксации напряжений. Возможны такие виды брака как негерметичность рубашки (трещины, свищи), выходы дефектов на поверхность цилиндра, отклонения размеров, коробление. В части случаев такой заводской брак устраним.
В случае утери крышки коренных подшипников может возникнуть необходимость расточки постелей — после просаживания крышек на необходимую величину 2-4 мм и тщательного базирования постели растачивают борштангой напроход.
В случае вырыва шпильки с резьбой из блока — высверливают обломыш (если он остался), затем нарезают увеличенную резьбу, и ввёртывают ремонтную шпильку. Такие неприятности чаще всего случаются в алюминиевых блоках.
В случае повреждения газового стыка в блоке с сухой гильзой, поверхность шлифуют до устранения дефекта. При этом нужно контролировать выступание поршней над плоскостью при сборке — при превышении нормы поршни придётся подточить в размер, во избежание соударения с головкой.
Ввиду разнообразия конструкций блоков, следует в общем случае полагаться на инструкцию по ремонту соответствующего двигателя.
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
Место шва до блеска зачищается, обезжиривается.
С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
Шов формируется небольшими участками, длиной до 15 см за проход.
Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно
При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.. Когда на блоке двигателя обнаружен дефект, не торопитесь его менять
Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя
Когда на блоке двигателя обнаружен дефект, не торопитесь его менять. Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.