Как правильно заварить днище автомобиля своими руками
Содержание:
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.

Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
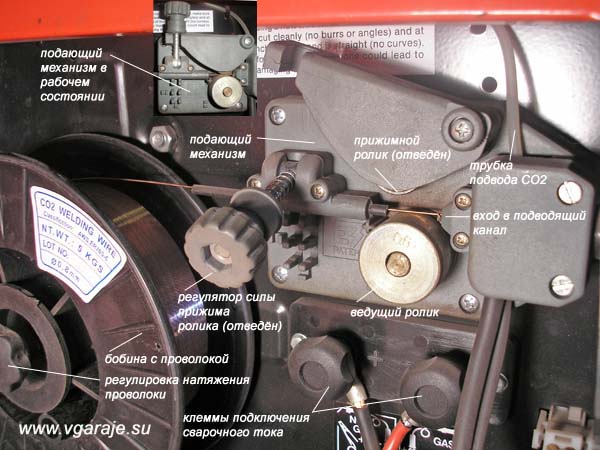
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Кузов автомобиля с годами подвергается коррозии, особенно быстро он начинает ржаветь, если за ним не ухаживать, не делать антикоррозийное покрытие. Насколько скоро начинают покрываться ржавчиной кузовные детали, также во многом зависит от качества железа, заводской обработки, со временем автомобилю требуется ремонт днища, порогов, лонжеронов, колесных арок и так далее.

Проржавевшие пороги и гнилое днище – достаточно часто встречающаяся проблема на авто ВАЗ-2110, а так как подобная работа в автосервисе стоит достаточно дорого, многие автовладельцы стараются отремонтировать машину своими руками. Залатать дыры на кузове и привести авто в нормальный вид самостоятельно можно различными методами, есть бессварочные способы, но в основном все собственники машин стараются произвести ремонт с использованием сварки.
Виды сварки для кузовного ремонта
Для сварочных работ при ремонте кузова легкового автомобиля чаще всего применяют следующие виды сварки:
- углекислотный полуавтомат;
- сварка инвертором.
Инверторная сварка требует большой точности и аккуратности в работе, а также отсутствует возможность работать с металлом толще 3 миллиметров.
Углекислотный полуавтомат является универсальным ремонтным средством для сварки основной части авто, к тому же вариантов исполнения моделей существует сегодня превеликое число. Углекислотный полуавтомат дает возможность варить кузов легкового авто на участках, где толщина металла достигает 6 миллиметров. Таким образом, появляется возможность легко производить ремонт и устранять самые различные недостатки металла, варить пороги и кузов авто, лонжероны, удалять дыры, варить крылья и выпрямлять вмятины.
https://youtube.com/watch?v=IooBqSZH83Q
Универсальное применение углекислотного оборудования было достигнуто за счет газа, эксплуатируемого оборудованием, — двуокиси углерода. Находясь под давлением, двуокись углерода подается в зону сварки, при этом вытесняя из нее воздух. Так металлическая поверхность избегает контакта с воздухом, а, следовательно, окисления. Предотвращение образования оксидной пленки на поверхности листа металла в будущем гарантирует качественное соединение (разумеется, если во время работы действия сварщика были квалифицированными).
Починить кузов легкового автомобиля полуавтоматической сваркой достаточно сложно, но вполне возможно, если знать некоторые специфические шаги, алгоритмы действий, придерживаться советов и наставлений опытных профессионалов. Кузов автомобиля — ответственная составляющая, являющаяся основой. Какой должна быть подготовка? Данный вопрос должен интересовать каждого сварщика, желающего починить свой личный транспорт.
Инструменты и материалы
Чтобы заварить днище, помимо сварочного оборудования потребуются расходные материалы. Выбирая, каким варить металлом, необходимо учитывать два момента:
- тонкую сталь труднее приваривать, нужен опыт, чтобы выбрать температурный режим, исключающий риск прожогов;
- толстое железо сложнее обрабатывать.
Заплатки делают из металла толщиной от 1 до 2 мм – это оптимальные параметры.
Что понадобится при работе:
- сварочный аппарат, при работе ручной дуговой сваркой понадобятся тонкие электроды, максимальный размер 1,6 мм; для полуавтомата нужна медная проволока и углекислота;
- болгарка с режущими и шлифовальными насадками;
- газосварка плюс карбид, кислород для очистки от ржавчины в труднодоступных местах;
- обычные или электроножницы по металлу, ими вырезают латки;
- электродрель;
- молоток, им простукивают днище авто для выявления дефектов;
- зубило или перфоратор, чтобы снять шумоизоляцию;
- отвертка или шуруповерт.
Днище просматривают на эстакаде или в смотровой яме при хорошем освещении. Металл простукивают молотком, проверяя на прочность. Понадобится подъемник, чтобы обеспечить доступ к поврежденным участкам.
Потребуется преобразователь ржавчины, шумоизоляционные покрытия; антикоррозийные составы; грунтовку по металлу; растворитель или другой обезжиривающий состав.
Непредвиденные расходы
Необходимо предусмотреть покупку запчастей. Их нужность определяют после осмотра автомобиля. При ремонтных работах меняют ветхие элементы машины:
- прогнившие и гнутые пороги, их снимают в первую очередь, при установке контролируют геометрию кузова;
- лонжероны пола;
- напольные панели, они монтируются снизу;
- тормозные и топливные трубки, прикипевшие к металлу.
Иногда требуют замены и другие элементы машины. Впрок запчасти лучше не приобретать, они могут не понадобиться.
Функции, операции выполняемые сварочником для авто
Ремонт с использованием сварочника включает в себя не только сварочные (сборочные и демонтажные) работы, но и другие операции, например, рихтовку.
Во-первых, в процессе этой операции деформированные части кузова автомобиля вытягиваются при помощи специальной оснастки. Для её крепления к поверхности к ключевым точкам вмятины привариваются шайбы. За них, впоследствии, будут зацепляться крюк тали или наконечник обратного молотка.

Сварочник AIRLINE AJS-W-03 с ПЗУ и кабелями. Фото 220Вольт
Во-вторых, сварочник, часто, используется для нагрева толстых деталей (например, узлов кузова у грузовых автомашин, лонжеронов – у легковых) для дальнейшей их деформации.
Кроме того, ремонтные сварочники часто имеют дополнительные опции. Очень распространены, например, конструкции, предусматривающие оснащение сварочника зарядно-пусковым устройством. Это устройство предназначено для:
- обслуживания стартёрных аккумуляторных батарей автомобиля;
- пуска двигателя автомашины при разряженном аккумуляторе.
Малогабаритные аккумуляторные сварочные инверторы позволяют произвести срочный ремонт автомобиля прямо на месте (на удалённом шоссе). Запаса электрической ёмкости одного комплекта источника электропитания хватит на несложный сварочный ремонт, и большегрузный автомобиль сможет продолжить движение, не меняя маршрут. При необходимости ремонтная бригада может взять с собой запасные аккумуляторные батареи.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
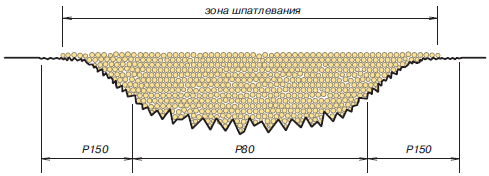
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.

Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.

На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.
С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
- создать соединения высокой прочности на лонжеронах;
- создать заплатки в областях, подверженных влиянию коррозии;
- выпрямить небольшие вмятины на кузове.

Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Виды сварочных аппаратов
Чаще всего подлежат ремонту кузовные детали. Прежде чем выяснить, какой сваркой варить кузов, необходимо определить, из чего он состоит. В основе корпуса машины лежат низколегированные стали, предусматривающие составе титан, или углеродные стали. Толщина материала обычно составляет от 0,6 до 0,8 миллиметров. В связи с этим для сварки авто допускаются приборы трех типов:
- ручного дугового — основным элементом является сварочный выпрямитель, обеспечивающий нижний шов;
- газового — сварочные работы выполняются при помощи горелки;
- полуавтоматического — соединение обеспечивается благодаря баллону с углекислым газом и проволоке.

Выбор сварочного аппарата зависит от целого ряда факторов. Самостоятельно производить сварочные работы можно при наличии специального опыта или образования.
Сварка полуавтоматом
Сварка полуавтоматом признана наилучшим универсальным методом соединения компонентов транспортного средства. Этот метод эффективен при восстановлении ржавого покрытия. Полуавтомат позволяет создать и приварить заплатку. Для сварки используется специальная проволока. С ее помощью можно соединить металлические листы толщиной до шести миллиметров.
Полуавтоматический сварочный аппарат обеспечивает комплекс преимуществ:
- высокая прочность соединений;
- возможность монтажа заплатки на металл, пораженный коррозией;
- выпрямление вмятин.

Варить автоматом просто, поэтому оборудование допускается к самостоятельному использованию. Полуавтоматический сварочный прибор при работе устраняет кислород, в результате чего металл плавится, но не сгорает. При необходимости углекислотный автомат можно использовать для соединения алюминиевых или нержавеющих деталей.
Как варят инвертором
В основе инверторного сварочного аппарата лежит высокочастотный электрический ток. В домашних условиях и сервисных центрах аппарат применяется со времен СССР. Этот способ используется, если сваривается:
- бампер;
- дополнительные рамы;
- задние и передние лебедки;
- бычьи планки;
- противотуманные фары (при перемещении их на крышу транспортного средства).

Инвертор обеспечивает высокую скорость выполнения задачи, прочность и надежность швов. Использование этого прибора с электродом допускается, если толщина свариваемого листового металла составляет от 3 миллиметров.
Инвертор или полуавтомат: как не ошибиться при выборе сварочного аппарата?
На первых порах возникнет вопрос: какой сварочный аппарат выбрать для ремонта автомобиля. И зачастую все ошибаются в своем решении, предпочитая инвертор. В чем заключается ошибка?
С помощью инвертора, который отлично подходит для бытовой сварки, не так-то просто получить качественный шов на автомобильном кузове. Кроме того, используя электроды, достаточно сложно подобраться к некоторым местам.
Поэтому сварщики со стажем выбирают для кузовных работ полуавтомат, который варит проволокой в среде активного защитного газа (метод сварки MAG). На заметку: толщина кузова автомобиля — 0,8-1 мм, и чтобы не испортить стальной лист, рекомендуем выбрать полуавтомат MAG, который подходит для сварки как тонких, так и толстых металлов. Углекислотный полуавтомат подойдет для ликвидации вмятин, заплатки дыр, переварки порогов и лонжеронов.
Для кузовного ремонта автомобиля подойдет сварочный полуавтомат

Посмотрите, как варят полуавтоматом профессиональные сварщики
https://youtube.com/watch?v=WxpKC42BcdE
Тем не менее в некоторых случаях инвертор все же пригодится, в первую очередь — для сварки металла большой толщины. Например, с помощью инвертора можно отремонтировать лопнувшую раму или сварить арматурную сетку из прутка толщиной от 10 мм.
Сварка MIG/MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.

MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота (N2), водорода (H2). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG/MAG, сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG/MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG/MAG. Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG/MAG.
При сварке оборудованием MIG/MAG, важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Углекислотный полуавтомат
Оптимальный вариант для восстановления целостности кузова. Принцип работы углекислотного полуавтомата – формирование шва происходит с помощью специальной проволоки, разогретой газовым соплом. Подача присадки — в полуавтоматическом или автоматическом режиме. Наличие газа в области обработки исключает негативное влияние воздушной среды. Для выполнения работы нужно соблюдать такие рекомендации:
- Предварительная настойка полуавтомата. Режим зависит от толщины металла, его вида (сплава), марки проволоки, ширины и глубины шва.
- Если опыт сварки небольшой – нужно сделать несколько пробных швов на листах с характеристиками аналогичными кузовным компонентам.
- Соблюдение скорости движения. Раскаленная проволока должна наполнить шов равномерно.
- После проведения работ удаляем окалину и проверяем целостность конструкции.
Подобная методика актуальна для формирования герметичных швов. С помощью углекислотного полуавтомата можно сделать как точечное, так и шовное соединение. При смене газовой смеси на аргон, и применяя другой тип проволоки, появляется возможность сваривать цветные металлы.
Сварка авто своими руками – ремонт днища
Одним из видов кузовного ремонта является также сварка днища автомобиля своими руками, обычно проводимая при необходимости восстановления целостности поврежденных элементов. Берясь за проведение сварочных работ днища кузова, следует учитывать, что кроме ровных и достаточно четких швов в месте, необходимо еще тщательное соблюдение температурного режима, который способствует сохранению определенной структуры шва и нейтрализует возможное вредное для металла днища воздействие сварочного аппарата, расположенного рядом с местом ремонта.
Выбирая металл для изготовления заплаты для днища, необходимо помнить, что чересчур тонкий лист будет ненадежным, а слишком толстый материал может относительно плохо поддаваться обработке. Как правило, для проведения ремонта днища автомобиля следует использовать металл толщиной от 1,5 до 2 мм. Резка металла электросваркой должна выполняться с соблюдением оптимальных режимов, для того чтобы избежать ухудшения технологических качеств материала.
Сварку днища лучше выполнять вдвоем. Дело в том, что слой металла должен располагаться равномерно, а одному работающему проконтролировать это почти невозможно, так как высока вероятность некачественной сварки. После сварки края латки надо обточить и обработать грунтом или эпоксидной смолой для обеспечения герметичности и надежной защиты места стыка.
В процессе эксплуатации существует вероятность деформирования днища. Вмятины на нем не портят внешнего вида автомобиля, однако именно там больше всего скапливается грязи и образуется коррозия. Самым простым способом избавления от вмятин является простукивание днища киянкой. Это следует делать равномерно, начиная от середины деформированного участка с постепенным плавным переходом на его краям.
Ремонт днища автомобиля, как и его техническое обслуживание, предполагают соблюдения техники безопасности, в силу того, что большинство материалов, использующихся при выполнении работ, в той или иной мере огнеопасны. Ремонт днища и стоимость электросварки своими силами конечно обойдутся намного дешевле, но если у вас возникают вопросы, как научиться правильно варить электросваркой, а также сомнения в своих способностях, то лучше будет обратиться к специалистам по кузовному ремонту.
Выбор оборудования для аргонно-дуговой сварки зависит от типа сваривания.
Сварка металлов может быть абсолютно безвредной для здоровья. Интересный материал в статье по https://elsvarkin.ru/texnologiya/vodorodno-kislorodnaya-svarka/ ссылке.
Как правильно резать раму?
Не делайте срезы и не сваривайте поперёк нагрузки
- Не делайте срезов поперёк балок. Так, после сварки, не создаётся зон с концентрацией напряжения. Срез можно делать под углом 45 или 30 градусов, либо в виде «Z». Это даст больше площади для сварки. Так нагрузка будет распределяться на более масштабный шов.
- Нужно предварительно отметить линии среза рамы. Используйте широкую малярную ленту, чтобы разметить все срезы. Её можно наклеить и чертить будет легче на ней.
- Избегайте резать раму на неровных секциях, таких как изгибы, арки, впадины.
- Приварите, зачистите шов до уровня поверхности и потом приварите усиливающую накладку.
Сварка кузова
При длительной эксплуатации автомобиля многие детали кузова начинают гнить. В первую очередь к ним относятся двери, пороги, места под бамперами, крыльями и колесами. Это происходит, в частности от того, что они подвержены сильному загрязнению.
К этому можно прибавить и внутреннюю часть багажника, особенно, если в него укладывают запасное колесо, не всегда очищенное от грязи. Для того, чтобы убрать начавшие гнить места потребуются ремонтные работы.

Перед началом необходим внимательный осмотр кузова, чтобы можно было увидеть все недостатки и определиться с объемом предстоящей работы.
При необходимости сваривания элементов кузова оптимальным решением будет использование углекислого полуавтомата. Утвердительным будет также ответ на вопрос, можно ли варить автомобиль инверторной сваркой. Преимуществом будет отсутствие баллона с быстро-воспламеняющимся газом и принятия дополнительных мер безопасности в связи с этим.
Перед сваркой кузова необходимо внимательно осмотреть его и оценить состояние чистоты. Для этого кузов придется разобрать, снять крылья и, при необходимости дверцы. Следует удалить следы предыдущей обработки
В первую очередь надо обратить внимание на днище кузова, его пороги и колесные арки, где чаще всего появляется ржавчина
Затем следует обозначить места и их границы, где требуется ремонт или замена. Если коррозия носит поверхностный характер, то удалить ее можно применением химических средств. После этого требуется провести антикоррозийную обработку.
Все проблемные участки придется вырезать и приварить на эти места заплатки. Для ремонта днища подойдут любые куски металла, но все же желательно, чтобы они по своему составу подходили к основному. Необходимо подогнать все свариваемые куски по размеру, лишнее отрезать, а что-то подогнуть. Если приваривается новый материал, то он должен прилегать к кузову как можно более плотно. Сварку лучше проводить методом внахлест. Особенно это касается ремонта порогов, где сплошной шов недопустим.
Для того, чтобы правильно настроить сварочный аппарат для авторемонта, следует потренироваться на кусках металла соответствующей толщины, и сварить их таким методом. Это поможет сделать настройки правильными. После того, как деталь приложена к поверхности кузова, ее надо прихватить в нескольких местах короткими поперечными швами для того, чтобы она хорошо держалась.
С помощью инвертора можно выполнять не только ремонтные работы, но и проводить усовершенствование автомобиля. Сваркой имеется возможность установки дополнительного оборудования — устройства на крыше приспособления для багажа, стоек для дополнительных осветительных приборов.
Треснула рама
Всегда старайтесь понять и определить причину возникшей трещины.
Просверлите отверстие в конце трещины и расточите трещину в виде “V” на 2/3 глубины металла. После проваривания и зачистки нужно поверх приварить усиливающую накладку. Частая причина трещин в раме, особенно грузовиков – усталость металла. Так происходит из-за циклических погрузок и разгрузок. Часто трещины возникают в нижней части балок, так как она часто находится под наибольшим напряжением.
Усталость является поведением материала, когда подвергаемый циклическим нагрузкам материал может дать трещину. Усталость – это когда Вы что-то сгибаете несколько раз, до момента, когда материал сломается. Каждый материал имеет предел эластичности.
Трещины могут быть отремонтированы сваркой, зачисткой до плоского состояния и последующей приваркой усиливающей пластины (см. ниже).
Не приваривайте заплату прямо на трещину, не заварив её по правилам.
Электроды для сварки
Если к эстетической стороне сварного шва не предъявляется особых требований или он будет находиться в незаметном месте, то сварка авто электродами будет целесообразна. Для того, чтобы создать прочное соединение, необходимо правильно осуществить выбор электродов. Это в основном зависит от материала автомобиля.
Можно ли варить авто электродами? Если для сварки используется обычная ручная дуговая сварка или инвертор, то применение электродов становится необходимостью.
Электроды для сварки автомобильного железа находятся в продаже в широком ассортименте. При сварке в домашних условиях можно порекомендовать электроды АНО. Они хорошо сочетаются с любым типом инверторов, обеспечивают быстрый розжиг дуги, с ними удобно работать во всех положениях.

Для бытовой сварки также неплохо подойдут электроды типа МР-3. Они универсальны и просты в использовании.

Высокое качества шва даст применение электродов марки УОНИ. Однако для работы с ними желательно иметь опыт, как варить электродами машину. Однако это является оправданным, поскольку шов, сваренный с помощью этих электродов, будет отличаться повышенной вязкостью к ударным нагрузкам, что для автомобиля является крайне важным.
Для ремонта автомобиля не рекомендуется приобретать электроды типа ОЗЧ, поскольку их основное назначение — сварка чугуна.

Выбор электродов также зависит от типа свариваемого материала. Например, для нержавейки подойдут электроды марки НЖ-13.
При приобретении электродов необходимо обращать внимание на их маркировку. Она укажет на то, в каком положении может производиться сварка с их использованием
Например, могут быть исключены вертикальное или потолочное положения.
Сварка автомобиля электродами не требует освоения особых навыков и не вызывает трудностей при наличии предыдущего опыта. Дуговой сваркой происходит скрепление металлических деталей, имеющих толщину 0,2-4 миллиметра. К ним относятся части кузова автомобиля.
Для того, чтобы получить качественный результат после дуговой сварки необходимо, чтобы дуга горела непрерывно. Если выбрать электроды диаметром 4-5 миллиметров, то дуга будет гаснуть. Это объясняется тем, что тонкие поверхности сваривают током небольшой величины — 10-75 Ампер.
Для тонких металлов, из которых состоят детали кузова автомобиля, следует использовать электроды небольшого диаметра — 0,5-3 миллиметра в зависимости от толщины детали. При сварке тонкими электродами лучше использовать два способа — встык и внахлест. При сваривании тонких металлов отпадает необходимость скоса кромок.
Если применяются электроды с основной обмазкой, то обязательным является использование постоянного тока. Для других видов покрытия подойдет, как постоянный, так и переменный ток.
Для исключения прожогов электрод во время сварочного процесса необходимо держать под углом 45 градусов. Двигаться лучше углом вперед. Расстояние от поверхности не должно быть слишком большим. Необходимым является правильное хранение электродов. Это гарантирует сохранение его основных свойств, длительность срока деятельности, получение качественного шва.
Если электроды все же отсырели, то исправить ситуацию поможет их просушка, которое удобно делать в предназначенной для этого электрической сушильной печке.

После прохождения обработки в этом оборудовании электроды вновь приобретут свои эксплуатационные характеристики. Такую печь также можно использовать в качестве пенала для хранения.
Для домашнего использования следует приобретать не стационарную печь, а переносную, или иначе мобильную. Они обладают удобной ручкой для переноса. Удобным является наличие выдвижных полок, на которые укладываются электроды. Печь имеет регулировку температуры.
Вместимость камеры печи имеет ограничение, на что надо обращать внимание при закупке электродов впрок. Переносная печь может обладать функцией только сушки, но не прокаливания
Для каждого вида электродов следует выставлять свой режим — время и температуру.