Ваз 2107 1982+: приложение 1. моменты затяжки резьбовых соединений* ваз 2107 жигули
Содержание:
Когда нужна протяжка головки блока цилиндров
Может быть, не все автолюбители знают, но современные автомобили не нуждаются в профилактической протяжке головки блоков цилиндров.
Ранее протяжка ГБЦ являлась обязательным пунктом первого ТО, затем ситуация изменилась. Даже относительно современных ВАЗовских двигателей. Протяжка головки блока цилиндров, в основном, сегодня требуется для старых моделей двигателей ВАЗ, УАЗ, Москвич и т.д.
Основной причиной, которая подвигает владельца авто задуматься о необходимости протяжки ГБЦ, являются «мокрота» в месте соединения головки и блока. Это указывает на существующую утечку масла.
Причин может быть несколько. Наиболее традиционные: выход из строя , коробление ГБЦ в результате незамеченного вами перегрева двигателя, либо изначально неверно затянутые болты головки блока цилиндров. Если вам делали «капиталку» на автосервисе.
Когда болтам требуется замена
Перед тем как вы приступите к затяжке болтов, следует осмотреть их. Визуальной оценки состояния недостаточно, необходимо проверить параметры крепежа. Он должен:
- иметь размеры 12/120 мм;
- быть с целой резьбой;
- не иметь искривлений по всей длине.
Некоторые мастера рекомендуют регулярно вкручивать в ГБЦ новые болты. Другие придерживаются правила, что замену проводить нужно только в том случае, если крепеж вкручивается в гнездо туго. Лучше всего не скупиться на болты, так как при использовании заведомо растянутой комплектующей увеличивается риск поломки ее металла. Последствия этого практически непредсказуемы, в большинстве случаев восстановить работу силовой установки можно будет только с помощью специалистов.
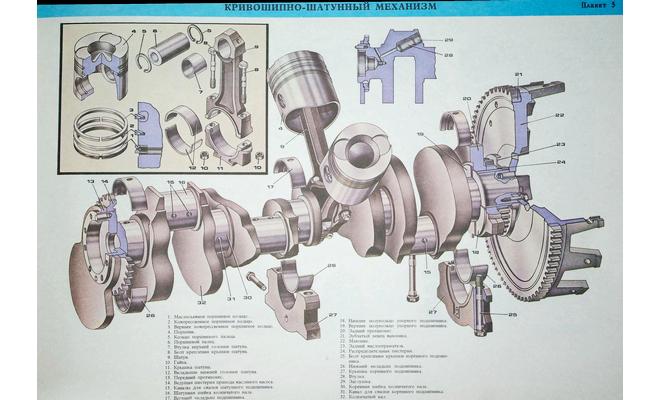
Установка коленвала на ВАЗ
Капремонт двигателя ВАЗ 21083 обычно состоит из разборки агрегата, дефектовки деталей, расточки коленвала и цилиндров и сборки мотора. Разборка движка — дело простое, дефектовка и расточка — тоже несложные процедуры. А вот собирать мотор необходимо крайне аккуратно, тщательно придерживаясь инструкции.
Начнем, пожалуй, с установки коленвала в блок цилиндров. Запомните: номера цилиндров и коренных подшипников считаются справа налево по ходу движения авто. То есть 1 цилиндр находится возле помпы и привода ГРМ, а 4 — возле сцепления и КПП.
- Переворачиваем блок вверх тормашками.
- Укладываем вкладыши коренных подшипников фиксирующими выступами в пазы постелей. В 3 постель (среднюю) кладем вкладыш без канавки, а в остальные 4 — с канавками.
- Мажем вкладыши моторным маслом.
- Смазываем шейки коленвала маслом и кладем его в постели, фланцем маховика к 4 цилиндру.
- Вставляем в проточки среднего коренного подшипника упорные полукольца. На каждое полукольцо с одной стороны нанесены 2 насечки. Этими сторонами и устанавливаем полукольца к щекам коленвала. Белое полукольцо ставим спереди (со стороны шкива), желтое — сзади (со стороны маховика).
- Поворачиваем полукольца таким образом, чтобы их кончики были заподлицо с торцами постели.
- Кладем в крышки коренных подшипников вкладыши без канавок, фиксирующими выступами в пазы, и смазываем их.
- Ставим крышки коренных подшипников на соответствующие им постели насечками в сторону крепления генератора. 1 крышка обозначена одной насечкой, 2 — двумя насечками и 2 дырочками, 3 — тремя, 4 — четырьмя, 5 — двумя.
- Прихватываем крышки болтами.
- Затягиваем болты крышек в такой последовательности — сначала болты 3 крышки, затем 2 и 4 и в конце болты 1 и 5 крышек.
- После этого вращаем вал, если он заедает, ищем причину и устраняем. Если не заедает, проверяем осевой зазор коленвала, если он больше 0,26 мм, заменяем полукольца более толстыми. Если зазор в норме, приступаем к установке сальников и масляного насоса.
Процесс замены прокладки
Для того, чтобы было провести замену быстрее и удобнее понадобится яма, эстакада или подъемник. Как показывает практика, то не всегда под рукой есть такие удобства и приходится мучиться в гараже. Рассмотрим, поэтапный процесс замены прокладки ГБЦ:
-
Демонтируем «клемму-минус» с АКБ.
- Для замены прокладки необходимо очистить каналы головки от охлаждающей жидкости, поэтому сливаем ее в ранее заготовленную емкость.
-
Сбрасываем давление в топливной системе.
-
Подобравшись к двигателю снизу необходимо демонтировать приемную трубу.
- Следующим этапом становится демонтаж термостата.
-
Поскольку необходимо заменить саму прокладку, то разбирать головку не будем и демонтируем ее вместе с распределительными валами.
- Снятие ГБЦ происходит вместе с топливной рампой.
- Отключаем датчики распределительных валов и масла в моторе.
-
Проводим демонтаж ремня ГРМ.
-
Теперь, необходимо зафиксировать распределительные валы, а потом снять шкивы, чтобы они не мешали.
- Проводим демонтаж датчика охлаждения.
- Снимаем клапанную крышку. Для этого необходимо выкрутить болты крепления. При сборке болты должны закручиваться по определённому порядку и с определённым моментом.
- Теперь, можно поднять головку блока цилиндров.
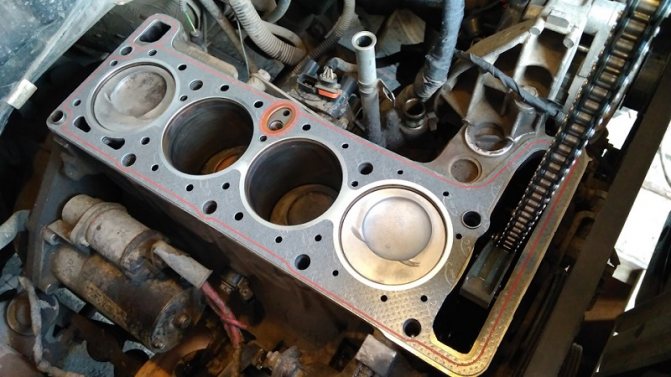
- Удаляем остатки прокладочного материала с поверхности блока и ГБЦ.
- Устанавливаем новую прокладку на поверхность головки. Если прокладочный материал имеет красную окантовку, то герметик применять не нужно, а вот если его нет – то прокладку необходимо смазать графитовой смазкой и по контуру нанести герметик.
- Ставим головку блока на место и закручиваем винты в последовательности за схемой.
- Вся остальная сборка проводится в обратном порядке.
Теперь прокладка заменена и можно дальше использовать автомобиль.
Выбор прокладки ГБЦ
Прежде чем приступить к выбору прокладки головки блока за каталожным номером, необходимо рассмотреть, какие бывают прокладочные материалы. Рассмотрим, основные виды прокладок ГБЦ:
- Асбестовые. Главное преимущество: минимальная усадка и отличная восстанавливаемость.
- Металлические. Это одни самых надежных и качественных расходных материалов.
- Безасбестовые. Применяются в качестве ремкомплектов. Основные плюсы: эластичность, термостойкость, упругость.
Прокладка ГБЦ металлическая
Итак, теперь можно рассмотреть оригинальную прокладку, а также заменители, которые применяются. В основном, все производители ставят маркировку прокладок согласно оригинала.
Причины выхода из строя
Причин, которые послужили тому, что прокладка ГБЦ вышла из строя не много, но каждый владелец автомобиля обязан их знать. Итак, рассмотрим, основные из них:
- Износ. Каждый элемент автомобиля имеет свой срок службы эксплуатации, а поэтому изношенность детали просто неизбежна.
- Прогиб или деформация головки блока цилиндров может привести к тому, что произойдет пробой прокладки или на ее поверхность попадет горячий антифриз.
- Закипание автомобиля может привести к тому, что прокладка выйдет из строя.
Признаки замены
Для верной диагностики и определения неисправностей необходимо правильно диагностировать.
Белый пар из выхлопной — повод задуматься!
Рассмотрим, основные прямые и косвенные признаки того, что прокладка ГБЦ поверглась износу и требует замены:
- Из выхлопа начинает идти белый пар;
- На местах соединения ГБЦ появляются следы от утечки охлаждающей жидкости или моторного масла;
- В охлаждающей жидкости появляются следы масла;
- В поддоне скапливается внушительное количество смазывающего вещества;
- Около заливной крышки образуется пена.
Теперь все вопросы рассмотрены, установлены причины, признаки и способ замены прокладки головки блока цилиндров.
Затяжка подшипников
Затяжку выполняют постепенно, периодически проверяя, с помощью приспособления, для проворачивания коленвала, чтобы вал свободно крутился в подшипниках. Первая проверка, сразу после установки и затяжки коренных подшипников. Если коленвал не вращается совсем, или вращается туго:
- Посмотрите, не цепляет ли коленвал за какой-либо шатун.
- Сверьтесь с нумерацией крышек коренных подшипников, не перепутали ли их порядок.
- Затем проверьте на предмет повреждений направляющие втулки и опорные поверхности крышек подшипников.
- Перепроверьте, правильно ли лежат вкладыши коренных подшипников.
Затяжку болтов на крышках подшипников нужно выполнять равномерно и в предписанной последовательности, чтобы избежать перекоса. После полной затяжки всех подшипников окончательным усилием, еще раз проверьте, чтобы коленвал крутился свободно.
Затем производим установку подшипников на шатуны
При сборке важно учесть, каждая крышка соответствует своему подшипнику и на коленчатом валу и на шатунах, менять их местами запрещено. Ориентируются по их нумерации
Если нумерации нет, маркируют до того как разобрать, необходимо точно установить на свои места крышки.
Выполняется затяжка с соблюдением всех правил и применением динамометрических ключей, настроенных на необходимое усилие. Помните, что у шатунных и коренных вкладышей моменты затяжки разные.
Один момент, из моей личной практики, который важно учесть в работе: убедитесь, что используемый вами динамометрический ключ в рабочем состоянии, и соответствует моменту затяжки, иначе можно сломать болты, (так как усилие затяжки довольно большое) я так сорвал резьбу, понадеявшись на испорченный динамометрический ключ. Все, спасибо друзья, подписывайтесь на обновления, будет много полезной информации
Делитесь с друзьями, им тоже будет полезно
Все, спасибо друзья, подписывайтесь на обновления, будет много полезной информации. Делитесь с друзьями, им тоже будет полезно.
Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения, что у каждой силовой установки существуют свои особенности затяжки ГБЦ, рассмотрим нюансы выполнения работ на конкретных моделях.
ВАЗ-2112 16 клапанов
Ряд модификаций ВАЗ-2112 комплектовался двумя типами 16-клапанных силовых установок (заводские индексы — 21120 и 21124). У этих двух моторов, несмотря на некоторые конструктивные особенности, технология затяжки головки блоки идентична.
На этих агрегатах используются растягивающиеся болты длиной 93 мм. При этом допускается повторное использование крепежей, но при одном условии – если их длина не превышает 95 мм (если она больше – их следует заменить). Для крепления головки используется 10 болтов.
Затягивание осуществляется в три подхода:
- Болты согласно порядка заворачиваются с усилием 2 кг/м;
- Доворачивание на 90 град.;
- Повторная дотяжка на 90 град.
Схема протяжки показана ниже.
Между 2-м и 3-м подходом необходимо сделать 20-минутный перерыв.
Поскольку на указанных двигателях используются растягивающиеся болты, дополнительная дотяжка во время эксплуатации авто не требуется.
ВАЗ-2107
На ВАЗ-2107 все устанавливаемые модификации силовых агрегатов являются 8-клапанными.
Головка блока на них крепиться 11 болтами, 10 из которых являются основными, а 1 – вспомогательным боковым (устанавливается в боковом выступе).
На этом авто затягивание крепежей также выполняется в три подхода:
- 10 основных болтов согласно порядку затягиваются с усилием 3,5-4,0 кг/м;
- Те же болты дотягиваются с моментом 11,5-12,0 кг/м;
- Вспомогательный затягивается с усилием 3,5-4,0 кг/м.
Дополнительная затяжка ГБЦ при эксплуатации ВАЗ-2107 не требуется.
«Самара», 10-е семейство, Приора
На моделях семейства «Самара» (2108-21099), а также ВАЗ 2110-2112 с 8-клапанными агрегатами затяжка уже выполняется в 4 подхода:
- Затяжка с усилием 2,0 кг/м;
- Дотягивание с моментом 7,5-8,5 кг/м;
- Доворот на 90 град.;
- Повторное доворачивание на 90 град.
Перерыв между пунктами 3,4 20 минут.
Что касается ВАЗ «десятого» семейства, которые укомплектованы 16-клапанными моторами, то у них технология затяжки такая же, как и у ВАЗ-2112 (описано выше).
То же касается и Лада Приора, на 8-клапанных агрегатах используется метод с 4 подходами (ВАЗ 2108-21099), а на 16-клапанных – 3 подхода (ВАЗ 2112 с мотором на 16 клапанов).
«Волга»
На двигателях ЗМЗ-406, устанавливаемых на «Волгу», согласно технической документации автопроизводителя затягивание болтов головки блока двигателя осуществляется в два подхода:
- С усилием 4,0-6,0 кг/м;
- С моментом 13,0-14,5 кг/м.
Но многие автовладельцы этого авто отмечают, что такая технология не позволяет качественно притянуть ГБЦ, поэтому они используют методики с большим количество подходов.
Распространенным является перекрестный метод, выполняющийся в 4 этапа и с усилиями:
- 4,0-4,3 кг/м;
- 7,5 кг/м;
- 11,0 кг/м;
- 14,3-14,5 кг/м.
Последующая дотяжка болтов при эксплуатации на этом двигателе не требуется.
Тюнинг двигателя 2106 своими руками
Увеличение объема двигателя ВАЗ 2106
Всем владельцам рано или поздно стандартных 75 сил перестает хватать, автомобиль начинает казаться вялым, неедущим и встает вопрос как увеличить мощность двигателя 2106 . Наиболее экономичным и простым тюнингом является расточка двигателя ваз 2106 на 3 мм под 82 мм поршень. Точить больше не получится, стенки блока становятся совсем тонкими, остается только гильзовка блока. Для получения более моментного мотора и дальнейшего наращивания объема до 1,8л. нужно увеличивать ход поршня до 84 мм. В остальном модернизация, доработка и форсирование двигателя 2106 1:1 повторяет доработку 2103.
Двигатель от Приоры на ВАЗ 2106
Завалялся лишний приоромотор в гараже? Не спешите отправлять его на свалку, есть идея получше. Установка 16 клапанного двигателя на Ваз 2106, это один из лучших способов получить надежных 100 л.с, но в тоже время процедура довольно непростая, придется пилить болгаркой моторный щит, переваривать поддон, установить подшипник коленвала 2101 на восьмерочный, родная коробка остается, сцепление меняется на приоровское. Кроме того, доработки потребует маховик, система выпуска, охлаждения и привод акселератора. Не пугает? Тогда попробовать стоит. Материалы с поэтапным фотоотчетом широко доступны, найти труда не составит. С двигателем 2112 на Ваз 2106 ситуация аналогичная, в любом случае подобный свап лучше чем выжимать соки со старого классического мотора. Все это реализуемо и с Нивой 1.7 и 1.8
16-клапанники 2008 года
16-клапанники 2008 года
Самый «маленький» из 16-клапанных двигателей Волжского автозавода — ВАЗ-11194 рабочим объемом 1,4 л. Производятся и две модели объемом 1,6 л — уже несколько устаревший ВАЗ-21124 и его более современный и мощный вариант ВАЗ-21126, постепенно вытесняющий на конвейере предшественника
Обратите внимание на график с характеристиками двигателей: при частотах вращения коленвала, близких к максимальным, характеристики мощности и крутящего момента ВАЗ-11194 и ВАЗ-21124 практически совпадают — и лишь при более низких оборотах «малыш» уступает старшему собрату. А вот двигатель 21126 существенно — примерно на 10% — мощней и тяговитей двух других
Давайте же знакомиться с их начинкой.
Блоки цилиндров 21124 и 21126 отлиты из чугуна. По сравнению с прежним, полуторалитровым аналогом 2112 они на 2,3 мм выше (расстояние от оси коренных подшипников до верхней плоскости блока). Диаметр цилиндров двигателей 21124 и 21126 одинаковый — 82 мм. Для селективной сборки двигателя блоки 21124 по диаметру цилиндра поделены на пять классов через 0,01 мм (А, В, С, D, Е). У блока 21126 три класса через те же 0,01 мм (А, В, С). Клеймо класса цилиндра расположено на нижней плоскости блока.
Прочие размеры блоков идентичны. Но есть отличия в требованиях к обработке стенок цилиндров. Хонингование цилиндров 21124 выполняется по технологии и требованиям АВТОВАЗа, а 21126 — в соответствии с более жесткими требованиями фирмы Federal Mogul, обусловившими ужесточение требований к шероховатости рабочих поверхностей. Чтобы не перепутать блоки, кроме маркировки, сделанной в отливке на левой стенке блока, серийный номер нанесен на задней стенке рядом с четвертым цилиндром. Блок 21124 окрашен в синий цвет, а 21126 — в серый.
Блок цилиндров двигателя 11194 по конструкции аналогичен блоку 21126, но диаметр цилиндра меньше — 76,5 мм против 82 мм. Обработка стенок цилиндров — тоже в соответствии с требованиями фирмы Federal Mogul. Маркировка на тех же местах, окрашен блок в синий цвет. Кроме этого, в блоке 11194 между цилиндрами есть протоки рубашки охлаждения, а у двигателей 1,6 л их нет. Для селективной сборки двигателя блоки 11194 по диаметру цилиндра поделены на три класса через 0,01 мм (А, В, С).
В двигателе 21124 применяется шатун 2110 — стальной, двутаврового сечения, со сталебронзовой втулкой в верхней головке и осевой фиксацией по нижней головке (на фото сверху). Крышка шатуна крепится двумя болтами, запрессованными в шатун. По диаметру отверстия втулки под поршневой палец шатуны подразделяются на три класса через 0,004 мм. Номер класса отверстия нанесен на верхней головке шатуна.
В двигателях 11194 и 21126 используется шатун 11194, не взаимозаменяемый с шатуном 2110. Новый шатун, хотя и подрос с 121 мм до 133,5 мм, стал легче — в среднем, «похудел» с 683 до 412 г, что серьезно снизило инерционные нагрузки. Его осевую фиксацию обеспечивает верхняя(!) головка — по поршню. При этом стальная деталь контактирует с алюминиевой, что уменьшает потери на трение по сравнению с двигателем 21124, где стальной шатун трется о чугунные поверхности коленчатого вала, да и скорость трения ниже. Нижняя головка, выполненная по разрывной технологии, стала изящней. Ее крышка крепится к шатуну двумя болтами. Удлинение шатуна уменьшило силу бокового давления поршня на цилиндр.
Новый шатун не имеет разделения на классы по диаметру отверстия верхней головки — и маркировки на нем нет. Но шатуны подразделяют на классы по массе. Для шатуна 2110 предусмотрено 9 классов, с допуском внутри класса ± 5 г. Маркировка буквенная, выбита на верхней головке шатуна (Ф, Л, Б, Х, М, В, Ц, Н, Г). У шатуна 11194 три класса, по количеству черных меток на нижней крышке. Разница между классами ± 7 граммов. На двигателе 11194 допускается установка шатунов с одной либо двумя метками, для 21126 — с двумя либо тремя.
Момент затяжки гаек шатуна 2110 двигателя 21124 — 50,9 +2,6 Н.м. Болты шатуна 11194 (двигателей 11194/21126) затягивают в два приёма по методике: 20 Н.м + 135°. Болты шатуна 11194 гарантированно выдерживают три разборки-сборки. Первая разборка шатуна произведена уже при сборке двигателя на АВТОВАЗе. Возможна и вторая разборка на АВТОВАЗе — например, при выборочном контроле качества двигателя. Так как на практике сложно учесть реальное количество предыдущих ремонтов, при каждой разборке шатуна 11194 его болты рекомендуют заменять новыми.
Замена прокладки ГБЦ на ВАЗ 2109
По истечению эксплуатационного периода или при нарушении целостности прокладки головки блока цилиндров, элемент подлежит обязательной замене.
Основной признак неисправности, износа прокладки — это образование течи ОЖ и масла в местах соединения блока двигателя и ГБЦ.
Уплотнители ГБЦ
Чтобы поменять прокладку, вам потребуется демонтировать узел, избавиться от изношенной прокладки ГБЦ и собрать конструкцию в обратной последовательности, соблюдая рекомендации относительно моментов затяжки болтов ГБЦ. Обо всем этом расскажем более подробно.
https://youtube.com/watch?v=pW9OyNFXEcU
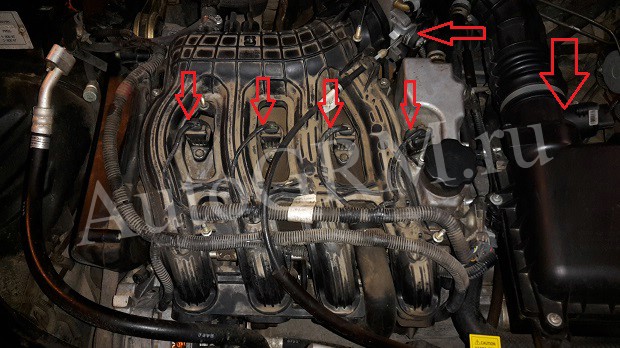
- Отключите проводку от датчика температуры охлаждающей жидкости и датчика аварийного давления масла.
- Снимите термостат, только не забудьте перед этим слить ОЖ.
- Демонтируйте корпус воздушного фильтра. Снимать карбюратор не нужно, ибо мешать замене прокладки он не будет.
- Отключите приемную трубу глушителя от выпускного коллектора.
- Снимите шестеренку привода распредвала, предварительно установив поршень первого цилиндра в положение ВМТ. Теперь можно снять защитный кожух ремня привода распределительного вала, ослабить крепежные болты фиксации шестерни, зафиксировав шестеренку от проворачивания.
- Снимите ремень привода распредвала. Затем можно уже полностью открутить крепежные болты и снять шестерню.
- Отожмите фиксатор, чтобы отключить колодку проводов от распределителя зажигания.
- Аналогичным образом отключите центральный высоковольтник.
- Ослабьте хомуты, чтобы снять шланг подвода горючего из топливной помпы.
- Отключите от карбюратора тяги привода заслонок — дроссельной и воздушной.
- Отключите питающую проводку от электромагнитного клапана.
- Снимите шланг вакуумного усилителя с патрубка впускной трубы.
- Отключите трубку от вакуумного корректора зажигания.
- Ослабьте натяжение хомутов, чтобы снять шланги отопления салона с патрубков.
- Снимите ГБЦ. Используя головку с удлинителем, откручиваются крепежные болты.
- Немного раскачайте головку рывками, после чего снимите элемент.
- Удалите старую прокладку, зачистите ее от остатков резинового уплотнителя и прочих загрязнений. Тщательно протрите насухо, после чего можно выполнять обратную сборку.
- Перед сборкой проверьте, соответствует ли нормальным значениям длина болтов для крепления головки блока цилиндров. В идеале их длина составляет 135,5 миллиметра. Если болты удлинились в процессе эксплуатации, тогда придется заменить все болты.
Процедура замены
Выполнить обратную сборку узла, если четко следовать инструкции по демонтажным работам, особых проблем не составит.
Невероятно важным моментом замены прокладки ГБЦ и всех прочих мероприятий, связанных со снятием головки, является правильная регулировка и затяжка болтов.
Подтяжка болтов выполняется строго динамометрическим ключом, который позволит контролировать момент натяжения.
Вот несколько рекомендаций по использованию этого специализированного ключа и проверке текущего состояния натяжения:
- Установите держатель в нулевом положении. Это будет говорить о том, что сейчас данные ключа равны моменту исходной позиции;
- Посмотрите на показатели динамометрического инструмента при начале затяжки болтов;
- Вращайте держатель, следите за показателями;
- Если момент не меняется, то крепеж может поддаваться растяжению, что является нормальным явлением. Именно так должно происходить;
- Если момент быстро увеличивается, следует достичь движения болта. То есть растяжение держателя малое, нужно стабилизировать.
https://youtube.com/watch?v=YsGF6eI1L34
Золотые правила затяжки
Чтобы правильно осуществить обратную сборку головки блока цилиндров, вам нужно придерживаться золотых правил:
- Строго ориентируйтесь на данные по моменту затяжки, соответствующие автомобилю ВАЗ 2109;
- Регулировку выполняйте только с помощью динамометрического ключа. Другие инструменты получить нужный результат не позволяют;
- Для установки ГБЦ используйте только исправные болты, которые соответствуют требованиям вашего двигателя, установленного на ВАЗ 2109;
- Перед работой убедитесь, что держатели находятся в исправном состоянии.
Проверка болтов
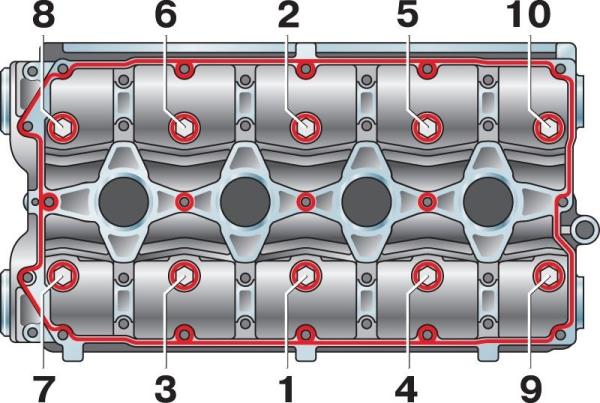
Схема затяжки
Помимо соблюдения необходимых моментов затяжения крепежных болтов ГБЦ, здесь требуется соблюдать еще одно правило.
Возвращение болтов на места выполняется строго согласно схеме, приведенной ниже.
Последовательность затяжения
Далее выполняйте работу согласно таблице, и вы все сделаете верно.
Затяжка выполняется в четыре круга, соблюдая последовательность работы с крепежными болтами, указанной в схеме.
Порядок проведения монтажа и демонтажа
Блок цилиндра является основой крепления головки, которая держится на 10 винтах. Отворачивание осуществляется особым торцевым ключом – «десяткой».
На фото продемонстрирован правильный порядок отворачивания:
- Верхний правый угловой.
- Нижний правый угловой.
- Верхний левый угловой.
- Нижний левый угловой.
- Верхний второй слева.
- Верхний второй справа.
- Второй нижний справа.
- Второй нижний слева.
- Верхний посередине.
- Нижний посередине.
Соблюдая исключительно такую последовательность можно избежать деформации болтов и резьбы, а также других неприятных моментов.
Конструкция узла довольно сложная, хоть на первый взгляд и кажется примитивной.
Головка крепится болтами или шпильками к блоку и закрывает сверху цилиндры. Посадочная площадь у верхнего элемента весьма большая, потому правильная последовательность затягивания резьбовых соединений с конкретным усилием очень важна. Раньше на старых моделях авто ставили чугунные элементы данного узла, с которыми было проще работать. Сейчас же преимущественно используют более мягкий, легкий и пластичный алюминий, при работе с которым очень легко повредить какой-то цилиндр. Еще чугун гораздо устойчивее к термоусадке и деформациям, что не позволяет пока полностью от него отказаться.
Стандартный размер винтов в рассматриваемой нами модели – 93 мм. Если хоть один вытягивается даже на пару миллиметров, он тут же подлежит замене.
Последовательность монтажа отличается от вышеуказанного порядка и есть на фото:
- Средний нижний.
- Верхний нижний.
- Нижний второй слева.
- Нижний второй справа.
- Верхний второй справа.
- Верхний второй слева.
- Нижний угловой слева.
- Верхний угловой слева.
- Нижний угловой справа.
- Верхний угловой справа.
Нормы момента натяжения:
- Усилие на первом этапе – 20 Н*м.
- Каждый элемент стоит доворачивать вправо на 90 о .
- После 20 минут ожидания необходимо доворачивать еще на 90 о .
Первоначальное усилие – небольшое. Но с третьего этапа работа становится труднее, потому используется рычаг. Если у вас возникли какие-то сложности с процессом натяжки, просмотрите видеоурок, в котором все подробно показано и объяснено.
Установка ГБЦ под турбину на ДВС мало чем отличается от выше рассмотренного варианта, но в случае возникновения несоответствий или других проблем, лучше обратиться за советом или помощью к квалифицированным специалистам.