Молотки для кузовного ремонта: обратный молоток своими руками
Содержание:
Конструкция приспособления
На самом деле по своей структуре обратный молоток для кузовного ремонта достаточно простой. Он состоит из металлического стержня диаметром 10 – 20мм и длиной около 50 см. На этот стержень надевают стальную гирю (втулку), за счет веса и ударов которой происходит постепенное выравнивание поврежденного участка детали.
С одной стороны к стержню крепят или приваривают крюк, с помощью которого можно делать зацеп за приваренные к кузову крепежные петли. С другой стороны приварена шайба, которая не дает гире слетать, и служит отбойником, ударяя об который сила передается в стержень и далее уже металлическая поверхность под этим давлением выравнивается. Если вы покупаете заводской обратный молоток, то к нему обычно в комплекте идут несколько сменных крюков для захвата скоб различной формы. Существуют модификации таких молотков с двумя и тремя втулками, что позволяет контролировать силу удара при выравнивании вмятин.
На рынке представлена и другая разновидность – это вакуумный обратный молоток для кузовного ремонта. С помощью таких приспособлений ремонтируют обширные области вмятин, а предыдущая конструкция годится для мелких повреждений. Тут в качестве зацепа используют присоски, что снимает вопрос предварительного снятия старого лакокрасочного слоя с детали.
Как работать с обратным молотком?
Технология работ с обратным молотком следующая:
- Очистка поврежденной области до металла, обычно для этого используют шлифовальную машинку и наждачную бумагу.
- С помощью споттера к кузову приваривают скобы, в различных местах повреждения, чтобы постепенно можно было вытягивать, восстанавливая форму кузовной детали.
- За скобы зацепляются крюком обратного молотка.
- Аккуратными не сильными движениями гири, начинаем медленно выравнивать поверхность, производя удары. Тут главное не перетянуть, чтобы потом не забивать уже выпуклость обратно. Такими постепенными процедурами вытягиваем весь участок поврежденной детали.
- Снимаем скобы путем срезания или выкручивания.
- Зачищаем и обезжириваем деталь и можно приступать к нанесению шпаклевки.
Из основных минусов использования классического обратного молотка – это необходимость снятия старого ЛКП, даже если оно не было сильно повреждено. К тому же, как говорилось выше, такой метод подходит лишь для мелких по площади вмятин.
Видео пример выравнивания вмятины обратным молотком.
Как сделать самодельный обратный молоток?
Купить такое оборудование можно практически в любом авто магазине, и часто такой молоток идет в комплекте с другим оборудованием, тем же споттером. Но за счет простоты конструкции не составит особого труда изготовить обратный молоток своими руками.
Для начала вам потребуются:
- металлический стержень длиной 50 см и диаметром около 20 мм.
- шайба, или рукоятка, которая будет служить роль отбойника.
- сварочный аппарат и защитные приспособления: очки, маска, спецодежда.
- стальной крюк.
- гиря.
- стальные шайбы, 2 – 3 шт. диаметром 2,5 – 3 мм.
Методика сборки обратного молотка с этих комплектующих следующая:
- Шлифуем и зачищаем металлический стержень от ржавчины и заусенец.
- К крюку приварим крепежный элемент с резьбой, а на стерне с одной стороны также протачиваем резьбу, чтобы получилось съемное соединение. Как аналог можно стационарно закрепить крюк с помощью сварки.
- Проделываем внутри гири отверстие на 1 мм больше чем диаметр стержня, чтобы она свободно ходила по нему. Далее, надеваем ее на стержень.
- Привариваем рукоятку с шайбой, об которую будет ударяться гиря, передавая тягу на сам стержень.
На этом этап самостоятельной разработки обратного молотка для ремонта кузова авто завершен. Также при желании можно изготовить и вакуумный вариант инструмента. Но тут уже вместо крюков и приваренных скоб, будет использоваться присоска, которая прикрепляется к широкой вмятине и медленно вытягивается.
Изготовление
 Самостоятельно сделать такое приспособление не так уж и сложно. Специальных инструментов и материалов при этом не потребуется. И времени много для этого не будет нужно. Чтобы иметь наглядное представление о работе, можно посмотреть обучающее видео, а также сделать примерный чертеж.
Самостоятельно сделать такое приспособление не так уж и сложно. Специальных инструментов и материалов при этом не потребуется. И времени много для этого не будет нужно. Чтобы иметь наглядное представление о работе, можно посмотреть обучающее видео, а также сделать примерный чертеж.
Если говорить про инструментарий, то для работы вам потребуется следующее:
- Штырь из металла на 50 см и диаметром в 20 мм;
- Груз с внутренним отверстием;
- Желательно иметь инструмент для нарезания резьбы;
- Аппарат для сварки;
- Болгарка.
 Если вы хотите сделать молоток с крючковым типом крепления, то выполните крючок на конце штыря. Его можно сделать из пассатижей или тисков. Другой вариант — приварить уже готовый крючок от другого инструмента.
Если вы хотите сделать молоток с крючковым типом крепления, то выполните крючок на конце штыря. Его можно сделать из пассатижей или тисков. Другой вариант — приварить уже готовый крючок от другого инструмента.
Если же захват инструмента будет резьбовым, то нарежьте резьбу на конце штыря специальным инструментом. Много нарезать ее не нужно, поскольку металл кузова достаточно тонкий.
Когда будет готов наконечник, на штырь надевают груз, ограниченный с обратной стороны инструмента. Это можно выполнить посредством резьбового упора или же методом сварки. Резьбовой упор — вариант более приемлемый, поскольку можно применять грузы разного веса в зависимости от того, какое нужно усилие на конце инструмента.
Применение
Такой инструмент имеет следующий принцип работы:
- Для начала внимательно изучите деформированный участок на машине и подберите подходящий крюк в зависимости от места его расположения, а также размеров вмятины — это позволит в будущем правильно вычислить точность силы приложения;
- Потом поврежденный участок на кузове хорошо очистите от лишнего слоя краски, а также грунта до металла;
- Далее, на металлическую поверхность вмятины на автомобиле приварите специальные скобы (ремонтные шайбы) посредством сварочного аппарата. Если с молотком в комплекте идет электрический споттер, то при выравнивании потребуется только сменить насадку;
- За скобы зацепляем крючок инструмента, потом аккуратно и легко вытягиваем вмятину. Рекомендуется это делать до полного исчезновения поврежденного участка кузова;
- Чтобы целиком удалить вмятины, для начала приварите несколько скоб, а потом через их отверстия протяните прут инструмента, чтобы повреждение исчезло;
- Исправленный участок обрабатываем грунтовкой и покрываем краской в зависимости от тона кузова.
Однако, наравне с преимуществами, такой молоток имеет и ряд недостатков. Из-за них можно вместе с имеющейся вмятиной на кузове удалить и неповрежденный ранее слой краски. Кроме этого, данный инструмент не подойдет для исправления больших вмятин на капоте, крыше или поверхности багажника машины. А приваривание скоб может испортить металл, из-за этого деталь потребуется заменить полностью.
Резная ручка молотка своими руками
Длина – от 200 400 мм. Слесарные молотки для бытовых целей часто имеют длину ручки от 250 до 350 мм и соответствующую головку массой от 100 до 400 граммов.

Вернуться к началу
Рукоятки молотков должны быть гладкими, без заусенцев, а также упругими и достаточно тяжелыми, чтобы уменьшать нагрузку на руку при работе.
Подходящими свойствами обладает древесина твердых пород. Чаще всего используется береза, дуб, клен, рябина, ясень, граб и кизил. Современные материалы – высокопрочная пластмасса и резиновое напыление. Еще одно требование ГОСТ – отсутствие каких-либо трещин на ручке инструмента за пределами его сочленения с головкой (в месте расклинивания).
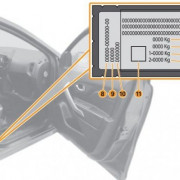
Слесарный молоток, маркировка
Всё, что потенциальному обладателю нужно знать о молотке, должно быть нанесено на головку инструмента.
Это рекомендация государственного стандарта. В перечень данных должны входить товарный знак изготовителя и номинальная масса изделия.

Ранее требовалось обязательное указание цены, однако сейчас эти данные факультативны, как и возможность нанесения на элементы молотка эмблемы производителя.
Наверх
Высокоскоростные молоты
Подвижные детали высокоскоростных молотов имеют малые массы, но перемещаются с большой скоростью (18-30 м/сек). Высокоскоростные молоты по сравнению с обычными паровоздушными значительно компактнее, требуют меньшей площади в цехах, не нуждаются в глубоких и сложных фундаментах.
Для привода применяют сжатый азот, который находится в замкнутом объеме: высокое давление (до 140 aт) создается гидравлической системой. Имеются достаточно обнадеживающие данные создания высокоскоростных молотов системы «Petro-Forge” с применением бензина в качестве основного энергоносителя.
Соударение рабочих частей молота происходит в замкнутой системе; почти вся энергия расходуется на полезную работу — штамповку.
При пользовании высокоскоростными молотами очень важно знать точную величину кинетической энергии, необходимой для деформирования заготовки. Перед включением установки в работу надо дозировать энергию, так как недостача энергии скажется в незаполнении штампа металлом (брак поковки), а при избытке энергии возникнет перегрузка штампа и быстрый его износ или даже поломка
В перспективе желательно иметь устройство, при помощи которого скорость изменялась бы независимо от энергии удара, так как каждому сплаву (металлу) свойственна некоторая оптимальная скорость деформирования. Существует мнение, что скорость, превышающая 20 м/сек, экономически нецелесообразна и. кроме того, повышение скорости вызывает, как правило, снижение стойкости инструмента.
Важным фактором является то, что поковки, как правило, штампуют за один удар, в результате чего металл соприкасается с пуансоном и матрицей весьма малое время. Передача тепла от заготовки к штампу ничтожна, кроме того, потеря тепла компенсируется теплом, выделяющимся при деформации. Иногда на узком участке поковки металл даже перегревается, в частности, металл, перетекающий через узкую часть полотна от ступицы к ободу при штамповке шестерен. Этот фактор надо обязательно учитывать при штамповке сплавов с узким температурным интервалом обработки.
В связи с изложенным необходимо точно определять температуру нагрева заготовок. Обычно нагрев заготовок производится на 80-150° С ниже, чем при обычных способах штамповки, при этом обязательно минимальное окалинообразование и минимальное обезуглероживание.
Установлено, что при высоких скоростях наблюдается более однородное течение металла, отсутствуют трещины в углах, которые встречаются при обычных способах штамповки (холодные зажимы и др.), также замечается уменьшение размеров зерен и немного увеличивается твердость. Окалина является пока основной проблемой, подлежащей разрешению, так как при высоких скоростях она вдавливается в поковку так. что зачастую остается лаже после очистки поковок дробью.
| Существуют две ведущие конструкции высокоскоростных молотов: , применяемые в промышленности под названием «Dynapark», работающие по принципу обычных штамповочных молотов (рис. 72), и вторая конструкция молотов фирмы c “U. S. Industries. Inc.”, сокращенно «U. S. I.», работающих как бесшаботные молоты; характеристики их даны в табл. 46.
Рис. 72. Схема конструкции высокоскоростного молота : 1 — перемещающаяся рама: 2 — опорная рама; 3 — воздушные амортизационные подушки: 4 — рабочий цельнокованый шток с поршнем и бабой; 5 — поршень масляно-гидравлической установки для подъема бабы; 6 — масляно-гидравлический выталкиватель (у малых размеров молотов не требуются); 7 — уплотняющее кольцо; 8 — штамп |
Таблица 46. Параметры высокоскоростных молотов
| Параметры | Значение параметров | ||
| Молоты Dynapak | |||
| Модель | 350 | 6200 | 1220D |
| Энергия удара в кГц | 1100 | 5500 | 31 000 |
| Ход бабы в мм | 225 | 305 | 380 |
| Площадь бабы для штампов в мм | — | 305х305 | 560х610 |
| Расстояние между лолшгаммовыми плитами в мм | — | 670 | 1050 |
| Число ходов в минуту | — | 12 | 8 |
| Усилие нижнего выталкивателя в m | — | 12 | 18 |
| Ход нижнего выталкивателя в мм | — | 83 | 229 |
| Усилие верхнего выталкивателя в т | — | — | 18 |
| Ход верхнего выталкивателя в мм | — | — | 152 |
| Высота над уровнем пола в мм | — | 2972 | 3556 |
| Глубина под полом в мм | — | 381 | 1443 |
| Молоты «U.S.I» | |||
| Модель | 500С | 2000С | 3500С |
| Энергия удара в кгм | 6910 | 20 730 | 41 460 |
| Размеры плиты для штампов в мм | 168х407 | 107х610 | 673х838 |
| Закрытая высота в мм | 356 | 406 | 483 |
| Общий ход ползунов в мм | 305 | 305 | 381 |
| Цикл одного рабочего хода в сек | 6 | 8 | 12 |
| Производительность средняя в шт/ч: | |||
| при одном операторе | — | 180-220 | — |
| » двух операторах | — | 300 | — |
Изготовление трансформатора
- Магнито-провод трансформатора набирайте из пластин Ш40, толщина данного набора должна составить 10 см.
- В первичной обмотке должно быть 200 витков качественного провода сечением 2,5 мм².
- Во вторичной обмотке – 7 витков шины либо изолированного провода сечением не меньше 50 мм².
- Соединительный заземляющий проводник для вторичной обмотки делается того же сечения и длиной не более 2-2,5 м.
От качественности изоляции обмоток трансформатора зависит ваша безопасность. Поэтому рекомендуется наложить поверх сетевых (первичных) обмоток не менее 5-6 слоев ткани. Она должна быть пропитана лаком либо парафином. Вернуться к содержанию
Принцип работы
Обратный молоток для кузовного ремонта служит полезным инструментом, удаляющим неровности в сложных местах автомобиля. К ним относятся: пороги, арки, стойки. Оборудование применяется только при мелких незначительных вмятинах, но при мощном нарушении геометрии кузова одним молотком не обойтись.
обратный молоток для кузовного ремонта
В таких случаях используют стапели. Ремонт с применением обратного молотка проходит следующим образом:
- Область для выравнивания нужно очистить и обезжирить.
- Затем при помощи шлифовальной машины удалить лакокрасочное покрытие.
- В очищенное место приварить ремонтные круглые шайбы. Для этих целей используется сварочный аппарат. Если со споттером в комплекте идет обратный молоток, то процесс облегчается лишь сменой насадки.
- На конец молотка нужно прикрутить металлический крюк, который всегда поставляется вместе с инструментом.
- Зацепив крюк за шайбу, нужно одной рукой крепко взяться за металлическую гирю, а другой – за рукоятку. Резкими движениями направлять гирю к рукоятке, тем самым выравнивая поверхность авто. Чем сильнее удары, тем быстрее устранится дефект.
Рихтовка кузова автомобиля
Обратный молоток для рихтовки выполняет восстановление деформированных поверхностей до первоначального вида. При сильных погрешностях кузова возникает внутреннее напряжение, которое в последствие образует сжатия и растяжения. Важную роль играет характер вмятины. Например, при образовании неровностей в центре кузова, во время вытягивания начнут образовываться новые дефекты.
Если рихтовка проведена правильно, напряжение из-за деформации устранится, а форма кузова примет первоначальный ровный вид. После выравнивания поверхности нужно провести процедуру прямой ковки.
Это означает, что те вмятины, которые молоток не выровнял из-за их мелких размеров, нужно так же разгладить. Для этого понадобится контропора и алюминиевый молоток.
Делаем своими руками
Для того чтобы сделать собственный инструмент, понадобятся чертежи обратного молотка.
обратный молоток без насадок в комплекте
В них указываются оптимальные параметры устройства, подробности соединения деталей и их количество. Как сделать обратный молоток своими руками, используя подручные средства? Для этого процесса понадобятся следующие элементы:
- стальной прут толщиной 2 см (можно и тоньше, но срок его службы будет меньше), длиной 50 см;
- рукоятка из каучука или эбонита (подойдет обыкновенная насадка);
- нержавеющий стальной крюк толщиной 4-5 мм;\
- сварочный аппарат;
- 2 стальные шайбы диаметром 2,5-3 см;
- гиря длиной примерно 16-17 см, толщиной 6 см.
Время изготовления инструмента – 30-40 минут. Процесс несложный, поэтому не должно возникнуть вопросов, как сделать обратный молоток самостоятельно. Имея под рукой указанные предметы, нужно сделать следующее:
- Стальной прут очистить и обезжирить, при необходимости отшлифовать поверхность до идеально ровной.
- На один конец нужно закрепить крюк. Лучше всего сделать это при помощи сварочного аппарата, чтобы не тратить время на создание резьбы для закрутки отдельных насадок. После этого нужно продеть одну небольшую (2,5-3 см) шайбу и приварить ее возле основания крюка. Это нужно для того, чтобы гиря при работе не слетала к обрабатываемой поверхности.
- В гире необходимо проделать отверстие диаметром 2,1 см, чтобы деталь свободно передвигалась по пруту во время работы. Форма гири не должна иметь углы и выступы, иначе мастеру будет неудобно передвигать ее во время ремонта. Желательно приварить к обоим концам круглые стальные листы, чтобы ладонь не соскальзывала с гири.
- Со свободного конца штыря нужно вдеть гирю. Если ход тугой, увеличить диаметр еще на 0,5 см.
- Перед тем как надеть эбонитовую рукоятку, нужно зафиксировать еще одну шайбу, которая точно так же будет не допускать ход гири вплотную к рукоятке. После этого можно закреплять саму ручку молотка.
https://www.youtube.com/watch?v=ljViocNgK44
ВАРИАНТ УЛУЧШЕНИЯ МОЛОТКА
Мелкие гвозди резинка удерживает хуже крупных. Следующий этап тюнинга молотка — вклеиваем в ручку инструмента мощный неодимовый магнит. Мне показалось, что лучше всего разместить на торце рукоятки. В моих запасах нашёлся круглый магнитик диаметром 20 мм и толщиной 2 мм.
Сначала делаем углубление под магнит. Сверлим отверстие в торце диаметром 20 мм и глубиной около 2 мм. Лучше для этой операции использовать сверло Форстнера.
Теперь смазываем углубление клеем. Я использовал отечественный аналог «Момента», под названием «Сила», циакриновый клей-гель, который моментально сохнет.
Немного клея наносим на магнит, вставляем его в углубление и прижимаем на пару минут. Магнит крепко вклеен в ручку. Мелкие гвоздики замечательно удерживаются на нём при работе и не теряются. Если гвоздик завалился в щель в полу, вы теперь всегда сможете его достать с помощью молотка с магнитом.
Механический обратный молоток
Для изготовления понадобятся:
- две бывшие в употреблении задние автомобильные стойки ВАЗ 2108;
- два отрезка металлических труб длиной 12 см;
- старая боковая рукоятка от любого электроинструмента;
- металлическая шайба 60 мм с диаметром отверстия 22 мм;
- свинец для утяжеления;
- электросварочный аппарат;
- газовая горелка (для плавления свинца);
- болгарка или ножовка.

Сборка:
- Резервуар стройки разрезается по окружности со стороны штока на расстоянии 2 см от края.

Извлекается цилиндр стойки.

Молотком выбивается направляющая втулка штока.

Извлекается шток.

Два штока соединяются безрезьбовыми концами, свариваются. Место соединения зачищается и шлифуется. Получившийся стержень имеет длину около 60 см с резьбой на обоих концах.

С одной стороны на стержень надевается шайба 60 мм и приваривается. Расстояние от края до места крепления подбирается в зависимости от длины рукоятки.

Рукоятка закрепляется гайкой.

Отрезки труб (одна немного толще стержня, вторую можно отрезать от резервуара стойки) вставляются друг в друга и выравниваются — стенки трубок не должны касаться друг друга. С одной стороны на срезы труб наваривается шайба подходящего размера.

В пространство между отрезками труб помещаются куски свинца. Деталь нагревается горелкой до расплавления свинца.

После застывания свинца ударная гиря готова. Для удобства в работе на деталь можно надеть опоры буферов сжатия стоек, имеющих вид металлических крышек с центральным отверстием.

Гиря надевается на стержень.

На противоположенный рукоятке конец молотка гайками закрепляется предохранительная шайба, не позволяющая гире соскользнуть со стержня.
Устройство готово к работе.
Процесс рихтовки кузова машины
Молот обратного действия для кузовного ремонта позволяет возвращать искривленным поверхностям первичный вид. При чрезмерных деформациях в металле появляется внутреннее напряжение, образующее сжатие либо растяжение на различных участках
Немаловажное значение имеет характер и величина площади вмятины. Так, при возникновении неровностей на центральной части кузова в процессе выравнивания будут появляться новые, еще более сложные изъяны
Поэтому при рихтовке визуальный контроль изменения размера, формы деформации — это неотъемлемая часть процесса. Для недопущения появления новых сжатий выполнять рихтование следует от края к центру неровности, передвигаясь медленно по кругу. Когда работа выполнена правильно, то напряжение в металле полностью устраняется, кузов приобретает ровный вид. Для выравнивания мелких деформаций используется легкий молоток из сплава алюминия либо контропора.
Основные этапы работы
Процесс рихтовки собственными руками с использованием молота обратного действия нужно выполнять в строгой последовательности.
- Изначально следует тщательно очистить и обезжирить деформированную поверхность.
- После чего путем шлифования снять краску и лак.
- На отполированный до блеска участок точечной сваркой прикрепить круглые гайки.
- На конец молотка закрепить входящий в комплектацию стальной крючок. Зацепляют его за гайку, взявшись правой рукой за рукоять, левой — за гирю.
- Корректировка искривленной поверхности выполняется резкими движениями одной руки к другой, при этом следует учитывать, что от силы ударов будет напрямую зависеть скорость корректировки.
Что это за прибор
Если вы хоть немного знакомы со слесарным делом, то создать такой инструмент в домашних условиях вам будет достаточно просто.
Самостоятельное изготовление такого приспособления не займет много времени, и даже не потребует наличия специального оборудования или знаний. Для более наглядного понимания представляем примитивный чертеж, который не будет лишним.
Как уже отмечалось выше, конструкция такого молотка очень простая. На стальной прут длиной 50 см диаметром от 10 до 20 мм насаживается металлическая втулка, которая должна иметь удобства для захвата рукой.
Диаметр ее отверстия должен позволять свободно скользить по пруту молотка, не создавая большого люфта. На верхней части устанавливается рукоятка для удерживания инструмента рукой. Перед рукояткой на прут наглухо крепится ударная шайба.
Как выбрать шуруповерт, Вы можете узнать здесь.
А эта статья расскажет, как правильно выбрать электрический краскопульт.
Внизу крепится еще одна шайба предохранительная, которая не позволяет, чтобы во время работы втулка могла слететь с прута, тем самым нанести дополнительное повреждение выравниваемой поверхности. И на самом наконечнике инструмента должен находиться крючок для захвата скоб.
Если вы решили сделать такой молоток сами, а не купить в магазине, где цена будет значительно выше, то желательно чтобы крючок и нижняя шайба были съемными. Так как для удобства при работе лучше иметь набор крючков разной длины, а также несколько втулок различных по весу.
Изготовление киянки
Ниже представлена инструкция по изготовлению инструмента с прямоугольной ударной частью своими руками. Самый простой и универсальный вариант — киянка из дерева.
При выборе древесины нужно озадачиться ее качественными характеристиками. Для бойка подходят исключительно прочные породы: береза, груша, клен. Можно с успехом использовать бук, дуб.
Лучший вариант для деревянной рукоятки: рябина, ясень. Еще применяют клен, вяз, березу. Далее, подготовить чертеж киянки с подробным описанием размеров всех деталей.
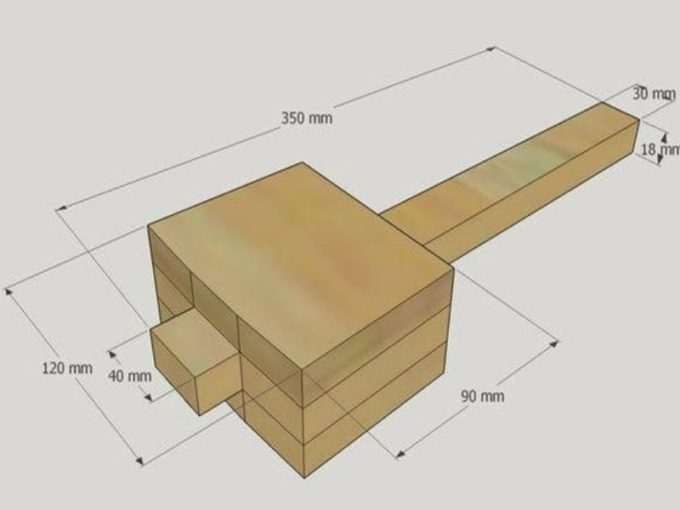
Из материалов потребуется 4 бруска. Размеры:
- 120х90х18 — 1 шт;
- 350х40х18 — 3 шт.
Из инструментов потребуется воспользоваться столярной пилой, специальным клеем, струбциной, тисками для зажима в процессе.
Этапы изготовления киянки:
- Полученные бруски зачистить наждачной бумагой, подготовить к обработке.
- По центру бойка проходит паз, в него помещается рукоятка. Чтобы его выпилить, надо отмерить по 40 см с каждого края бруска для бойка. Углубление делать на средних 40 см.
- Собрать боек по частям, оставить место под рукоятку. Все поверхности внутри проклеить. Боек зажать в тиски, оставить высыхать не менее чем на 2 часа.
- Ручку обработать наждачной бумагой, придать гладкость. На месте, где за нее будет держаться рука нужно сделать углубление, чтобы держать инструмент было удобнее. Делается это при помощи фрезы, если ее нет, то поможет стамеска или топор. Неровности обработать наждачной бумагой.
- Боек высох, его углы требуется немного скруглить под небольшим наклоном. Для этого сделать отметки по 10 мм с каждой стороны и направлять движения к ним. Тогда ударная часть будет округлой, что предотвращает ее некачественную работу.
- Соединить боек и ручку. Нанести клей внутрь ударной детали и на верхнюю часть рукоятки. Вбить одно в другое. Если сделать распил в верхней части ручки, то крепление будет прочнее. После вбить клин, заранее намазанный клеем. Дождаться полного высыхания.
Процесс создания киянки своими руками несложен. Знать о ее строении полезно даже тем, кто сам делать инструмент не собирается. Работы требуется производить в соответствии с эскизом.
Самыми распространенными киянками на рынке являются модели с прорезиненным черным бойком и ручкой из древесины. Если боек покрыт некачественно, он может оставлять следы на обрабатываемой поверхности, портить его. Поэтому деревянный вариант, если от него не требуется специфических способностей, предпочтительнее. Ручка из древесины выдерживает нагрузку большую, чем другие материалы. Как вариант — купить киянку с белым резиновым бойком, если предстоят работы со стеклом или другим хрупким материалом.
Инструмент не теряет своей актуальности веками. С годами его производительность только улучшается благодаря разнообразию материалов в конструкции. При этом киянка просто собирается самостоятельно. Можно сделать индивидуальный универсальный инструмент, который подходит хозяину идеально, не натирает руку и имеет комфортный вес.
Процесс насадки рукоятки на молоток
Зачастую размер отверстия головки молотков на верхнем и нижнем входе немного шире, чем посредине. Таким образом размеры заготовки для рукояти в тонкой торцевой части должны соответствовать размерам отверстий в середине ударной части инструмента. В обязательном порядке необходимо проверять, хорошо выполняется отверстие под ручкуна бойке инструментом. Как это выполнено можете посмотреть на фото.

На нем представленбоек старого молотка, который нуждается в проведении предварительных видов обработки. Без этих работ выполнить насадку рукоятки будет невозможно
Обратив внимание на снимок, мы можем увидеть, что отлив бойка был сделан достаточно плохо, присутствует наличие больших наплывов металла и неровности, каждый вход в отверстия с обеих сторон отличается на 6-8 мм нежели посредине бойка
Чтобы исправить все дефекты и неровности, необходимо обработать внутреннюю и внешнюю сторону бойка молотка посредством напильника. Затем необходимо вставить тонкий конец рукоятки внижнее отверстие молотка, чтобы подогнать все размеры правильно. Кончик рукоятки должен быть расположен на одном уровне с противоположной стороной бойка. Если у рукояти толщина больше, нежели соответствующие отверстия, то ее необходимо обработать наждачной бумагой таким образом, чтобы элемент вставлялся в отверстие молотка с определенным натягом.

Благодаря тому, что на конце рукояти мы достигаем получение пологого конуса, то при более глубоком погружении в головку молотка будет происходить более плотно его натягивание
Стоит отметить, что в процессе этого важно учитывать, чтобы боек на рукояти находился без перекосов, а устанавливалсяпод прямым углом
Чтобы забить рукоять в отверстие бойка, необходимо ударять ее тыльной стороной в вертикальном положении о наковальню, столешницу верстака и пр.
Благодаря своему весу ударная часть молотка будет медленно насаживаться на расширяющийся конус рукояти под воздействием своего веса. При этом набивать молотками илитвердыми предметамипо тыльной стороне в рукояти категорически не рекомендуется, поскольку это приведет к ее расколу. Такой метод допускается использовать только при насаживании неметаллической ударной части (деревянной или пластмассовой), например, для киянки.
После того, как головка молотка будет плотно посажена, а движения рукояти в ударной части больше наблюдаться не будет, то необходимо выполнить отпил выступающей части посредством ножовочного полотна, отступив предварительно пол сантиметра выше ударные головки. Именно поэтому необходимо использовать более длинную заготовку.
Ручки к молоткам и кувалдам.
В полость 2 насыпаны металлические шарики 3. В рабочем теле инструмента имеется отверстие (фиг. 2), для резьбовой фиксации рукоятки 4. Сечение рукоятки имеет округлую форму, для повышения удобства работы с инструментом. Во время размаха все шарики движутся в одинаковом направлении. В момент удара нижние шарики устремляются вверх, а верхние продолжают двигаться вниз. Трение между ними рассеивает энергию отдачи.
Использование данного инструмента в космосе предотвращает отталкивание космонавта от рабочего места, повышает безопасность труда как в условиях невесомости, так и на Земле.