Как развальцовать тормозную трубку своими руками: инструкция, инструмент, видео
Содержание:
Особенности технологии
Ремонт автомобиля, с чем бы он ни был связан, редко вызывает приятные эмоции у автолюбителя. Это объясняется еще и тем, что такое мероприятие, как правило, сопряжено с определенными финансовыми расходами. Между тем, если говорить о ситуации, при которой необходимо развальцевать тормозные трубки, расходы на такую процедуру можно минимизировать, если выполнить ее своими руками.
Итак, чтобы развальцевать тормозные трубки своими руками, требуется не только подробно изучить теоретическую информацию по данному вопросу и просмотреть соответствующее видео, но и приобрести специальное приспособление. В , который можно достаточно недорого приобрести во многих автомобильных магазинах, входят следующие инструменты и приспособления:
- труборез;
- штуцер, применяемый в качестве соединителя;
- клещи.
В набор для развальцовки входит, как правило, зажим под различные размеры трубок
Используя такой несложный набор, к которому надо добавить дрель (чтобы снимать фаски на концах труб), а также бензин, необходимый в качестве смазывающего материала, можно не только качественно выполнить развальцовку своими руками, но и сэкономить приличную сумму денег, которые пришлось бы заплатить специалистам станции технического обслуживания.
При замене трубки на новую сначала делаем копию по образцу старой
Непосредственно перед процедурой развальцовки с тормозной трубкой необходимо выполнить следующие действия.
- Трубку при помощи инструмента или вручную откручивают от тормозного цилиндра или суппорта.
- При помощи визуального осмотра определяют наличие повреждений на поверхности трубки. Если они находятся близко к ее краю, то трубку можно восстановить, если нет, то ее надо заменить на новую.
- Используя такой инструмент, как труборез, от края трубки отрезают участок с повреждением и обрезанный край обрабатывают бензином.
- Обрезанный конец трубки зажимают клещами и в его внутренней части при помощи дрели со сверлом соответствующего диаметра снимают фаску.
- Участок внутренней поверхности трубки, где была снята фаска, очищают от стружки. После этого конец трубки вставляют в штуцер, выступающий в роли соединителя.
Аккуратно укорачиваем трубку с помощью специального резака
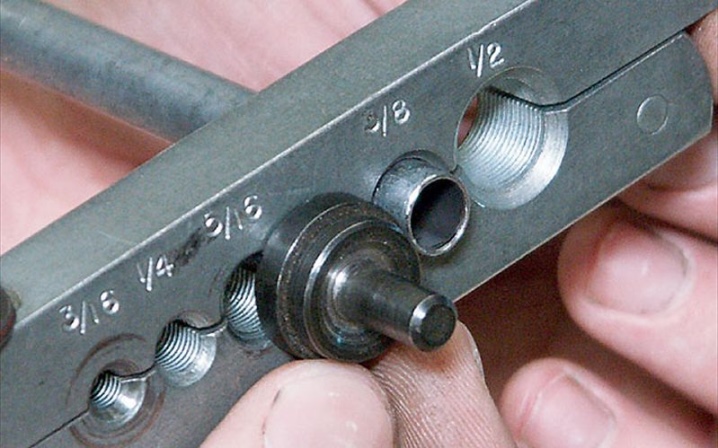
После того как все вышеописанные действия выполнены, трубку необходимо развальцевать, для чего лучше всего использовать специальный станок. Развальцовка, выполняемая при помощи такого станка, осуществляется по следующему алгоритму.
- Конец трубки, который требуется развальцевать, вставляют в зажимное отверстие станка. При этом часть трубки, выступающая из зажимного механизма станка, должна составлять примерно 5 мм.
- При помощи специального пуансона, которым оснащен такой станок, конец трубки развальцовывают.
- При необходимости развальцовки второго конца трубки вся вышеописанная процедура выполняется в такой же последовательности.
Сдавливаем плашку прессом, визуально следя за образованием грибка, и получаем качественно обжатую трубку
В результате выполнения развальцовки с помощью такого прибора, с правилами и тонкостями работы с которым лучше всего ознакомиться по видео, конец тормозной трубки становится аккуратно расширенным. Использование специального станка позволяет регулировать параметры такого расширения, ведь для тормозных систем, используемых на автомобилях разных марок, они могут серьезно разниться. Как правило, в специальных наборах, при помощи которых развальцевать тормозные трубки можно своими руками, есть и лекало, позволяющее осуществлять контроль за результатом выполнения технологической операции.
Разворачивание конца трубки посредством специального ножа, расположенного на задней стенке резака
Таким образом, развальцевать трубки, используемые в тормозной системе автомобиля, несложно, если использовать для этого специальные инструменты и приспособления. Выполняя такую развальцовку своими руками, вы не только экономите деньги, но и полностью контролируете процесс выполнения технологической операции, от результатов которой зависит работоспособность вашего транспортного средства. В таких случаях всегда следует помнить о том, что автомобильный слесарь выполняет работу не для себя, поэтому и относится к ней соответственно. Чтобы не переживать за результаты самостоятельного ремонта своего транспортного средства, необходимо придерживаться нескольких простых рекомендаций:
- четкое следование инструкциям, в качестве которых может выступать и видео;
- использование для развальцовки только качественных инструментов, приспособлений и расходных материалов;
- строгий контроль на всех этапах выполнения ремонтных мероприятий.
Технология и этапы развальцовки
Трубопрокат из меди соединяется с помощью пайки или муфт. Используемый вариант влияет на особенности проведения развальцовки.
Перед пайкой торец трубы расширяется, пока в него не войдет другая деталь. Разница между внутренним диаметром трубки и размером сечения вставляемого элемента должна составлять 0,1-0,2 мм. Этот зазор заполняется припоем во время пайки. Поэтому образуется герметичное и прочное соединение.
Герметичность стыка также обеспечивает природная пластичность цветного металла. При затягивании муфты мягкая медь плотно обхватывает фитинг, что позволяет устранить все зазоры.
 Процесс развальцовки для медных труб.
Процесс развальцовки для медных труб.
Процесс правильной и качественной развальцовки трубок из меди для кондиционеров, отопительных теплообменников и различных инженерных систем выполняется в следующей последовательности:
- Трубопрокат обрезается строго перпендикулярно относительно своей оси.
- Зачищается срез и внешняя поверхность рядом с торцом трубки.
- При необходимости обязательно восстанавливается круглая форма сечения, если произошла деформация детали во время ее отрезания.
- На трубу надевается обжимная гайка, если соединение будет выполнено с помощью фитинга.
- Медный трубный элемент закрепляется в вальцовочном инструменте. Край детали длиною 5-6 мм должен оставаться свободным.
- В отверстия трубки вставляется штамп требующегося размера. Он постепенно вкручивается в изделие, что приводит к размягчению и растягиванию металла. В результате край трубопроката принимает вид конуса.
- Расширитель со штампом и держатель снимается с проката.
В конце операции проводится осмотр торца изделия на предмет наличия заусенцев. При их обнаружении они обязательно зачищаются. На развальцованном крае также не должны присутствовать трещины.
 Завершение развальцовки трубок.
Завершение развальцовки трубок.
Кромки созданного раструба обязаны быть параллельны друг другу. При обнаружении таких дефектов необходимо расширенный торец обрезать и заново провести весь процесс.
Инструкция развальцовки
Далеко не у каждого водителя ремонт машины вызывает приятные чувства. Многим вообще не хочется лезть под капот и ремонтировать поломку, что уже говорить о ремонте деталей, для ремонта которых необходимо лезть под машину. Да, развальцовка труб – это не одна из приятных работ, но и не очень сложная
Самое важное, что развальцевать можно самостоятельно, и при этом не платить каким-то «специалистам» на СТО. Для качественного выполнения этой работы нужно приобрести специальное приспособление, так называемый «развальцовщик»
Такой набор для развальцовки тормозных трубок, в котором можно увидеть труборез, штуцер, клещи, можно приобрести в любом автомобильном магазине, к тому же его цена – копейки по сравнению с ценой работы на станции технического обслуживания. Также нужно приготовить немного бензина в бутылке для дальнейшего смазывания трубы и дрель для снятия фаски.
Итак, давайте рассмотрим подробную инструкцию, как развальцевать тормозную трубку.
Трубка откручивается руками от цилиндра или же суппорта. Определяется на ней поврежденный участок, и если есть возможность – ремонтируем, в противном случае трубка не пригодна. Так вот, при помощи трубореза на поврежденный участок на трубке. После чего нужно исправный обрезанный край трубки обработать бензином. С помощью клещей зажимаем трубку для создания разъема под штуцер. Берем дрель и сверло необходимого диаметра и снимаем немного края внутри, делаем фаску. После чего нужно очистить посадочное место от стружки и вставить в трубку штуцер
Теперь самое важное – развальцовка. Применяется инструмент для развальцовки следующим образом
Край трубки вставляется в специальные отверстия станка таким образом, что бы оставался отрезок примерно пять миллиметров поверх захвата и зажимается. Механизмом обрабатывается нужная часть трубки. В случае, когда необходимо развальцевать оба края трубы, то второй выполняется точно по такому же сценарию, как и первый край. После выполнения всех указанных действий у вас должно получиться аккуратное расширение. Размер расширения можно варьировать на станке, и он зависит от спецификации автомобиля и это предусмотрено в наборе (в наборе можно увидеть специальное лекало).
Итак, подводя итог можно сказать, что работа по развальцовке тормозных трубочек не очень трудоемкая и сложная
Важно понимать, что большинство ремонтных работ относительно железного друга, можно с легкостью выполнять и самостоятельно. А это очень важно, ведь исправляя поломку лично, можно не только сэкономить денежные средства, но и самое главное, возможно качественнее любого автослесаря выполнить работу
Главное следовать инструкции и помнить о том, что это делается исключительно для себя.
Задняя часть
Здесь нет ничего сложного, за исключением того, что магистраль длиннее и соединяется она следующим образом – более длинная часть трубки соединена с ГТЦ и прикручена к «колдуну». Затем короткой трубкой «колдун» соединяется с тормозным механизмом на колесе.
Замена задней тормозной трубки выполняется следующим образом. Если имеется эстакада или яма, то снимать колесо не потребуется. Вначале на все резьбовые соединения наносится жидкий ключ, затем следует немного подождать. После этого крестовой отверткой или другим подходящим инструментом отворачивают саморезы, фиксирующие трубки к кузову авто. После этого подходящим ключом отворачивают два штуцера, крепящие трубку к тормозному шлангу и к регулятору. Элемент извлекают, а вместо него устанавливают новый. Если повреждена длинная магистраль до «колдуна», то действия аналогичные, только откручивают штуцер от ГТЦ и от регулятора.
После проведенной замены нужно не забыть долить тормозную жидкость в расширительный бачок до требуемого уровня и обязательно прокачать систему, так как она набрала внутрь воздуха, и процесс торможения будет неэффективным. Если делалась замена передних тормозных трубок слева, то не нужно прокачивать другую магистраль.
Особенности выполнения
Выполнение развальцовки трубок, изготовленных из меди, может потребоваться, если:
- обрезанному концу трубки необходимо придать требуемую конфигурацию;
- конец изделия надо подготовить для его соединения при помощи муфты (в этом случае, применяя развальцовку, выполняют подгонку таких геометрических параметров трубки, как внутренний диаметр, угол изгиба и др.);
- необходимо подготовить концы медных трубок для их соединения при помощи пайки.
Обрезку труб по длине производится специальным инструментом – труборезом для медных или алюминиевых труб
Чтобы качественно развальцевать трубку из меди, используя специальные инструменты и приспособления, необходимо выполнить следующие действия.
- Конец трубки, соединение которого необходимо выполнить, тщательно зачищается.
- На зачищенный конец надевается специальная муфта.
- С помощью специального инструмента или приспособления конец трубки развальцовывается, пока угол ее расширения не составит 45°.
- После окончания процедуры конец изделия извлекается из приспособления. Затем можно сразу приступать к выполнению соединения.
Ример – приспособления для зачистки торцов медных трубок
Если из меди необходимо для того, чтобы выполнить ее соединение при помощи пайки, то последовательность действий по осуществлению такой процедуры будет выглядеть следующим образом.
- Поверхность конца трубки, которую необходимо развальцевать, тщательно зачищается (для этого лучше всего использовать специальную щеточку).
- При помощи специального устройства конец медной трубки расширяется до такой степени, чтобы в него можно было вставить конец другой трубки и при этом выдержать между соединяемыми элементами зазор, равный 0,124 мм. Естественно, для этого необходимо использовать измерительный инструмент.
- На внутреннюю поверхность участка трубы, который уже развальцован, равномерным слоем наносится флюс, необходимый для того, чтобы обеспечить формирование надежного и герметичного соединения.
- В развальцованную часть на глубину, равную диаметру трубы, вставляется конец второго элемента соединения.
- При помощи газовой горелки, электрического паяльника или паяльной лампы место будущего соединения прогревается до того момента, когда начинает плавиться припой.
- Расплавленным припоем заполняются все зазоры между краями соединяемых медных труб, в результате чего и формируется надежное и герметичное соединение.
Когда применяется?
Развальцовка нашла широкое применение в современном мире. К этому методу обработки металлических труб обращаются в различных случаях.
- Соединение трубок кондиционера требует употребления муфт. Применение этого метода объясняется необходимостью в контроле рабочих жидкостей и неприемлемостью использования сварки. Аналогичная ситуация складывается в сфере производства холодильных установок.
- Пайка медных заготовок может быть выполнена на высоком уровне только при условии хорошего соприкосновения поверхностей труб. В случае обработки заготовок с разным диаметром проблем не возникает — они просто вставляются друг в друга и спаиваются между собой. Для труб с одинаковым диаметром приходится применять развальцовку для торцов, увеличивая тем самым площадь соприкосновения. Если ее не применять, то соединение не получится прочным и разорвется от рабочих усилий или вибрации.
- Создание подводок из нержавеющих гофрированных труб.
- При конструировании трубопроводов или проведении ремонтных работ в процессе создания различных приборов возникает необходимость в качественном соединении медных трубок. Благодаря развальцовке можно подготовить отверстия для дальнейшего соединения.
- Монтаж трубопроводов из металлопластиковых, алюминиевых, стальных и прочих материалов, а также устранение протечек в уже существующих конструкциях.
- Упрощенный процесс соединения торца труб может потребоваться в декоративных и прочих целях. В этом случае развальцовка позволяет зафиксировать заготовку торцом к плоскости, например.
- Создание сложных конструкций, которые, к примеру, предполагают прокладку электрических жгутов, требуют обеспечение прохождения через изгибы. Для решения таких задач вся конструкция разбивается на несколько фрагментов, которые соединяются между собой муфтами.
- В сфере производства автомобилей существует необходимость создания быстроразъемных соединений для формирования гидравлических тормозных систем и элементов для систем сцепления.
- Подготовка труб под шланг, изготовление заклепок, втулок и прочих деталей.




Главные моменты мы указали, потому можем продвигаться дальше в процессе изучения особенностей этого способа обработки труб из разных материалов.
FakeHeader
Comments 55
Спасибо большое за пост!
А вальцовку бочонком допустимо делать для ГАЗовских и АЗЛКшных деталей?
Красивые фото! Прямо заглядение! Вальцовка, как на самой левой трубке, применяется в авиации.
может я глупый вопрос задаю, но на Волгах использовались медные тормозные трубки? На зарубежных аналогах тех лет вроде обычные металлические трубки были… Или это всё в рамках «заводского улучшения»? Просто интересно.
Медные шли до середины90х точно, потом хз, даже на Уазе 97гв были медные. Потом запасы, закончились и перешли на металлические)))
А я трубки большого диаметра (12,16) песком набивал и гнул трубогибом. А трубки малого диаметра (6,8,10) ручным трубогибом.
А штуцера брал в простом магазине запчастей? И где сами трубки?
Штуцера у меня были, но они продаются там же, где и трубки (я брал на авторынке)
каким вальцовочником пользуешься?
Инструмент — Jonnesway AN040043
Такие не везде можно подлезть
Существует для трубок ещё вот такая приспособа Думаю, вам понравится

Все просто класс! Что то не совсем понял про пружинный трубогиб? Одеваешь пружину на трубку и руками, молотком … гнуть?
Каким молотком?) Они легко гнутся от руки) Пружина нужна, что радиус был ровный и трубка не плющилась.
Все просто класс! Что то не совсем понял про пружинный трубогиб? Одеваешь пружину на трубку и руками, молотком … гнуть?
Медная и алюминиевая трубки легко гнутся вручную. Пружинная оправка используется, для создания гибов малого радиуса. Если попробуете загнуть трубку на 90 градусов, без трубогиба она просто сломается где-то в центре.
Крайняя левая трубка, такой конус наблюдал на ГАЗ и ЗИЛе в системе подкачки, а так же в топливопроводе. Ремонтировал на своей технике, набор похожий.
Я таким пользуюсь. Не знаю, годится-ли для реставрации, но для ремонта обычных авто я трубки обсаживаю в термоусадку на клею, чтобы не зеленела трубка.
Что за термоусадка на клею?
electroplast.by/termousad…icientom-usadki-31-ttk-31 не реклама, но такого плана, клей еще дополнительно герметизирует.
Что за термоусадка на клею?
Эффект как от окраски.
Я таким пользуюсь. Не знаю, годится-ли для реставрации, но для ремонта обычных авто я трубки обсаживаю в термоусадку на клею, чтобы не зеленела трубка.
На фото — трубогиб?
Да, очень простой и дешевый)))
Я так понял для одного, какого-то определённого диаметра?
помоему до 8мм (или до 6мм) сейчас и не упомню, т.к. сгибаю им только 4.2мм
Лучшей реставрации авто я еще не видел! Удачи Вам!
я постоянно забываю про второй штуцер )))
Отлично, у меня и похожая приблуда есть, недавно трубку поломал возле главного так пришлось через всю машину новую тянуть, и подкрылки снимать и расширители…
Знакомо… ((((( Однажды полностью согнул магистраль, осталось кончик трубки развальцевать. Снял вальцовку и вижу, что конус с трещиной. Пришлось опять заказывать трубку и гнуть, по-испорченной трубке.
Да мне тоже обидно стало когда уже поменял а выяснилось что можно было у нас в городе завальцевать.
Да есть компании. Но когда я к ним поехал, оказалось у них трубогиб сломался и они вальцуют молотками. По-этому купил себе набор.
Классно написано, а фото так вообще супер-пупер! Видно, что с любовью…
Классная работа! Качество развальцовки очень даже, как заводское. Тоже надо себе прикупить такой Jonnesway.
Вот это красота, произведение искусства не меньше =) Цвет приятный у машины кстати)
Отличный и пост, и инструмент, и работа! Подскажите — (кто имеет ПРАКТИЧЕСКИЙ опыт), кроме Jonnesway AN040043 есть набор, который делает близкие по качеству вальцовки и стоит дешевле?
30 лет пользуемся итальянским USAG, профессиональный инструмент с пожизненной гарантией, отличный результат, но и стоит вряд ли дешевле)
Отличный и пост, и инструмент, и работа! Подскажите — (кто имеет ПРАКТИЧЕСКИЙ опыт), кроме Jonnesway AN040043 есть набор, который делает близкие по качеству вальцовки и стоит дешевле?
У меня такой же только Licota. Уровень качества у этих брендов одинаковый. Force ещё можно посмотреть
Не надо смотреть «Force»! Не советую! Или если уж смотреть, то внимательно смотреть струбцину. Они часто кривые, соответственно и конус будут формировать плохо.
у меня струбцины нет, пользовался другим инструментом форс, головками, трещотками, ключами нареканий не было. хотя вполне могли не в той хижине дядюшки Ляо заказ на струбцины разместить))
Обзор видов
Существует несколько основных видов развальцовки.

Одинарная
Одинарный тип является самым простым из всех существующих. Этот способ довольно редко применяется, поскольку характеризуется низким качеством и недостаточно прочным соединением труб. Одинарная развальцовка делается под углом в 45 градусов, имеет вид одинарной воронки, выполняется при помощи любого ручного устройства.

«Под грибок»
Это одноразовая развальцовка. Для нее нужен специальный эксцентрик. Хотя такая развальцовка считается одноразовой, но на практике трубка может прикручиваться несколько раз, и качество соединения при этом не страдает — это неоднократно было проверено на практике.

Двойная
Двойная воронка —это американский стандарт. С такой обработкой трубы могут соединяться многократно. Для достижения такого результата необходимо проделать две операции. В результате первой получается «пузырь» в виде оправы.
Двухсторонняя
Такая развальцовка имеет вид одинарной воронки с двойным краем. Этот результат можно получить за счет применения профессионального инструмента, который поставляется с комплектом насадок.

Инструменты для развальцовки медных труб
Виды развальцовок для большинства медных труб выполняют специальными, ручными и приводными развальцовочными приспособлениями. Первые из-за своей компактности и малого веса используются чаще.
В основу действия инструмента положен принцип поперечной раздачи ограниченного участка трубы. При этом должны учитываться следующие условия:
- Коэффициент развальцовки k = d/D (d – внутренний диаметр недеформированной части медной трубки, D – максимальный диаметр нижнего конуса после окончания развальцовки) не должен быть 0,75…0,85;
- Угол развальцовки не должен превышать 300; на практике это условие часто не выполняется, вследствие чего на торце конуса возможны волнообразные складки и даже трещины (в ряде случаев микротрещины видны даже на внутренней поверхности трубки). Такие изделия дефектны, и к установке допущены быть не могут;
- Торец трубки, которая подлежит развальцовке, должен быть ровно отрезан от мотка и тщательно зашлифован. Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;
- После развальцовки наблюдается утонение стенки трубки, которое можно определить по формуле s1 = sk0,5 (s – исходная толщина стенки трубки, s1 – толщина стенки после развальцовки, в нижней части конуса).
При подогреве медной трубки предельное значение коэффициента развальцовки может быть снижено на 15-20 %.
Кратко рассмотрим наиболее часто встречающиеся типы развальцовочной оснастки.
Механический развальцовщик
Ключевой деталью такого приспособления является валик (реже – шарик), который изготовлен из твёрдого сплава или быстрорежущей закалённой стали. Валик прижимается к подготовленной кромке заготовки и с нажимом прокатывается по ней.
Интенсивность развальцовки устанавливается визуально, с учётом приведенных выше ограничений. Передвижение валика по деформируемой поверхности производят вручную. При выборе типоразмера устройства следует соотнести геометрические характеристики валика – радиус закругления, диаметр – с необходимым размером деформируемого торца изделия.
Конусный развальцовщик
Представляет собой наиболее удачную конструкцию инструмента. Основным элементом является конический пуансон. Перемещаясь в винтовой направляющей, он производит равномерную раздачу боковых стенок трубки. По внешнему виду напоминает ручной винтовой пресс, который можно закреплять на рабочем столе или верстаке.
Перемещение пуансона контролируется визуально, по достижении требуемой степени деформации. Для снижения трения внутреннюю поверхность заготовки можно смазать. При работе с конусным развальцовщиком усилие операции будет непрерывно возрастать.
Развальцовщик с электроприводом
Производители такого инструмента обычно комплектуют их наборами различных насадок, отличающихся углом конуса, радиусами закругления рабочей части и её длиной. Цена инструмента возрастает, зато и его эксплуатационные возможности увеличиваются. Развальцовка медных трубок приводными развальцовщиками целесообразна при значительном объёме выполняемых операций. Привод осуществляется от аккумулятора.
Эксцентрический развальцовщик
Работает по принципу перекатывания давильного приспособления по поверхности заготовки. Усилие обработки при этом – минимальное, однако существенным недостатком считается неравномерность характеристик деформируемой части трубки. Кроме того, сам процесс развальцовки происходит более длительное время.
Рычажный развальцовщик
Наиболее простой тип оснастки, который доступен для изготовления своими руками. Другое название – эспандер. Представляет собой систему из 2…4 рычагов, которые равномерно располагаются вокруг деформируемой заготовки, преодолевая при работе сопротивление возвратных пружин.
Развальцовка происходит последовательным и одновременным перемещением рычагов в направлении деформирования. Трёхрычажную схему используют реже, потому что для неё требуется работать вдвоём. Другим недостатком приспособления является невозможность текущего контроля качества.
Рекомендации по выполнению развальцовки в домашних условиях
При любом способе обработки необходимо стремиться получить гладкую зеркальную поверхность раструба без бороздок, вмятин, разрывов и перекосов, разной толщины стенок. От качества развальцовки в дальнейшем зависит герметичность соединений.
Желательно производить развальцовку с помощью специального инструмента – это обеспечивает хотя бы приемлемое качество изделий. Неравномерное растягивание стенки, трещинки могут в будущем спровоцировать возникновение разрывов, и, как следствие, нарушение герметичности медных трубопроводов. А утечка воды или фреона из системы для кондиционера способны причинить немало неприятностей.
Как изготовить инструмент
Если нужно развальцевать всего одну медную трубку, ее можно зажать в тисках и аккуратно ввинтить конус соответствующего диаметра. Оправку-конус придется выточить или заказать у токаря. Иногда используют шарик от подшипника, приваренный к прутку.
Если трубок нужно несколько, а покупка инструмента не входит в ваши планы, можно изготовить простое приспособление своими руками. Понадобятся два кусочка уголка 32×32 или 49×40 мм. Можно воспользоваться отрезками профильной трубы. Уголки скрепляются между собой болтами (М8) с гайками. По центру конструкции просверливаются несколько отверстий для разных диаметров обрабатываемых трубок. На отверстиях снимаются фаски. Оправки (конусы, штампы) вытачиваются на токарном станке (заказываются у токаря) в соответствии с размерами, приведенными на рисунке. Сталь лучше использовать конструкционную углеродистую или легированную, обычная Ст.3 слишком мягкая.

Как развальцевать медную трубку
Заготовку зажимают в изготовленном приспособлении. Торец заготовки должен выступать над уровнем держателя на 5-6 мм. Затем в трубку аккуратно и медленно вкручивают конический штамп-оправку, край трубы расширяется и формирует раструб.
Затем вытаскивают штапм, проверяют форму и размеры раструба, при необходимости подправляют с помощью конуса параметры расширения.
Этапы
Чтобы лучше понимать технологию развальцовки, будет полезно рассмотреть основные этапы этого процесса.
- Тщательная торцовка, результатом которой должен стать прямой угол между торцом и плоскостью. Чем меньше в этом показателе будет отклонений, тем качественнее получится результат.
- Зачистка металла, удаление заусениц, окислов и прочих дефектов.
- Надевание на трубу резьбовой муфты.
- Зажимание заготовки в станине. При этом над станиной оставляется несколько миллиметров круглой заготовки — это будет рабочей областью.
- При вкручивании винтового элемента развальцовывающий конус должен упираться в торец с такой силой, чтобы возникающего давления хватало для деформации трубы. Результатом такого воздействия будет образование «юбки» со скосом в 45 градусов.
- Труба может выниматься из станины, а муфта при этом перемещается к обработанному краю.
- Для облегчения обработки трубы используется смазка. Винт перемещается вперед и назад, пока не будет получен желаемый результат.
При работе с ручным инструментом принцип работы немного меняется.
- Заготовка торцом насаживается на головку с подходящим диаметром до упора.
- Стационарная рукоятка удерживается, а подвижная – перемещается по окружности. При таком воздействии губки головки будут постепенно разводиться. Чрезмерных усилий применять не нужно, поскольку можно разорвать заготовку.
- Когда диаметр будет расширен до нужного значения, можно снимать обрабатываемую трубу, и проверять полученный результат.