Какие инструменты нужны для развальцовки медных трубок: обзор самых необходимых + пошаговая инструкция
Содержание:
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
Устройства и приборы
Чтобы сделать развальцовку в домашних условиях надо подготовить инструменты. увеличить край медной трубки доступно человеку без опыта вручную, натянув его на коническую болванку. Минус такого способа обработки: получить раструб с заданными размерами будет сложно, потому что мастер прикладывает неравномерное усилие. Такая развальцовка искривляет деталь. Изъяна можно избежать, используя специальные инструменты.
Строительный рынок предлагает расширяющие диаметр изделий из меди приспособления с ручным или электрическим приводом. Электроинструменты используют для развальцовывания трубопровода и для других целей. Например, изгиба под нужным углом. Все приборы действуют по принципу пластической деформации, что обеспечивает сохранение внутренним поверхностям трубы гладкости в процессе расширения диаметра изделия.
Комплект инструментов для развальцовки
Шаблон
Это простейший аппарат – болванка в форме конуса. Изготавливается из любого металлического сплава, который тверже меди. Главное преимущество шаблона – небольшая цена. Кроме того, он легок в применении. Но такой способ увеличения диаметра изделия нередко сопровождается разрывами стенок.
Эспандер
Это ручной прибор, в котором увеличение диаметра медных труб происходит в результате применения силы. Устройство состоит из 2 рычагов и раздвижного конуса, на который насаживается обрабатываемый элемент. При надавливании на ручки эспандера, элементы расширителя расходятся в разные стороны, медное изделие растягивается. Это недорогое устройство не гарантирует качественного результата. При его использовании невозможно контролировать толщину трубы, на более тонких зонах могут возникнуть порывы.
Развальцовку изделия эспандером целесообразно выполнять в два приема. Вначале слегка расширить край, затем повернуть инструмент и растягивать трубу до требуемого диаметра.
Эспандер
Конусный развальцовщик
Представляет собой простейший набор: матрица и развальцовщик. Первый из 2-х элементов представляет собой пластину с округлыми прорезями размерами стандартных сечений труб. Развальцовщик состоит из нижеперечисленных элементов:
- корпуса;
- расширителя;
- ходового винта.
Когда ходовой винт начинает вращаться, расширитель ввинчивается в отверстие изделия и создает раструб.
Механический и электрический инструмент
Механическое устройство аналогично конусному, только его рабочим элементом является набор вальцов. Они действуют не растягивая, а равномерно раскатывая стенки труб. Указанная технология обеспечивает одинаковую толщину материала на всем обработанном участке. Благодаря этому внутренние поверхности трубы в процессе раскатывания остаются гладкими, а раструб получается аккуратный и симметричный.
Электрический аппарат отличается от механического наличием электропривода. Он значительно сокращает время выполнения процесса и не требует прикладывать усилие.
Развальцовщик, работающий от электросети
Этапы развальцовки медных трубок – пошаговое описание процесса + видео уроки
Для подготовки медной трубы к соединению понадобится специализированный инструмент, который называется развальцовкой, вальцовка, развальцовщик (более подробно про инструменты, их виды и советы по выбору, мы рассмотрим ниже). Сущность процесса заключается в приложении к концу механической нагрузки с целью придания ему определенной формы.
Как правило, это конус. При этом металл подвергается определенному удлинению за счет уменьшения толщины стенок трубы. При правильном выполнении операции не изменяется соосность элементов детали.
Для создания стыка с использованием фитинга, размер конуса должен составлять порядка 74 градусов в соответствии с требованиями ГОСТ 13954-74. При использовании оборудования или приспособлений промышленного происхождения и соблюдении всех требований техпроцесса, результат должен соответствовать приведенной схеме.
На что обратить внимание при подборе трубок;
- Не допускается разностенность (неодинаковая толщина стенок в поперечном сечении). В процессе деформации в зоне тонкой стенки растяжение выше, чем в противоположном направлении, где она может отсутствовать вовсе. При этом нарушается соосность внутреннего канала и возникает риск разрыва стенки или образования трещин в ней.
- Для развальцовки нужно использовать отожженные медные трубы. В процессе отжига изменяется кристаллическая структура материала, и он становится более пластичным.
- Для соединения медных трубок используются изделия с толщиной стенки не менее 0,8 миллиметра.
- На торцах, подвергаемых развальцовке, не должно быть механических повреждений, они должны быть строго перпендикулярны продольной оси. Для обеспечения этого параметра следует торцевать конец трубы с использование специального инструмента – трубореза.
- Для развальцовки используются насадки различных размеров, соответствующих стандартным требованиям, как для резьбовых соединений, так и под пайку. Если приобретается оснастка, произведенная в азиатских странах, необходимо проверять ее на соответствие нашим стандартам, в противном случае нестыковка неизбежна.
Нужно также обращать внимание на состояние инструмента для развальцовки медных трубок. Раздача производится пуансоном
Перед началом работы его нужно тщательно очистить от пыли и загрязнений.
Если этого не сделать, твердые частицы могут нанести поверхности медной трубы повреждения, которые в дальнейшем преобразовываются в трещины. Кроме того, неровности становятся причиной образования протечек.
Работа производится с использованием специального приспособления для развальцовки трубок из меди, которое оснащается удерживающим устройством, калиброванным под каждый стандартный размер сменными губками. Рабочий орган – пуансон – также может быть сменным по такому же принципу.
Перемещение пуансона производится вручную винтом. Контроль процесса развальцовки медной трубки производится визуально.
При использовании для этой цели механизированных приводных расширителей, развальцовка осуществляется вращающимся держателем с раскатывающим роликом. Процесс производится введением шпинделя в отверстие трубки.
Смотреть видео
Более толстые участки раскатываются в большей степени, тонкие – меньше. В результате такой прокатки улучшаются механические свойства материала, что способствует надежности и прочности стыка.
Для домашнего хозяйства практичны наборы для развальцовки медных трубок, включающие в себя удерживающее устройство и комплект оснастки для различных их размеров.
В конечном итоге этапы развальцовки можно представить следующим образом:
- Зачистить конец медной трубки, предназначенный для обработки.
- Надеть на деталь специальную муфту.
- Закрепить трубку в зажимном устройстве.
- Установить пуансон нужного размера.
- Вращая ворот довести рабочий винт до упора.
- Извлечь деталь из приспособления, проконтролировать качество выполненной операции.
Смотреть видео
Виды соединения элементов
На сегодняшний день применяются два способа соединения медных труб: муфтами и пайка. Способ, который вы выберете в процессе работы, полностью повлияет на ход ваших действий.
При соединении изделий муфтами необходимо придерживаться такого порядка действий:
- Нужно хорошо зачистить края трубы.
- На торец трубки необходимо надеть муфту.
- После этого в работу необходимо включить развальцовщик. В него нужно вставить подготовленную трубу и проворачивать винт оборудования до тех пор, пока угол изгиба не достигнет 45 градусов.
- После этого из развальцовщика следует достать обработанное изделие и при помощи муфты соединить его с другим элементом.
Специалисты рекомендуют новичкам и неопытным домашним мастерам после развальцовки применять муфтовое соединение труб.
При соединении труб пайкой выполните следующие действия:
- При помощи специальной щётки хорошо зачистите края трубы.
- Трубу вставьте в развальцовщик, а края её расширьте таким образом, чтобы можно было в неё вставить вторую трубу. При этом между трубками должен быть небольшой зазор.
- Нанесите флюс на трубу, которую поместили внутрь и вставьте её в развальцованную сопрягаемую трубу. Глубина вставки должна равняться диаметру трубки.
- Прогрейте стык двух труб при помощи газовой горелки или паяльника. Припой должен будет хорошо расплавиться и полностью удалить зазор между поверхностями трубок.
- Поместите спаянные элементы на горизонтально расположенную поверхность и дождитесь остывания до температуры воздуха. Только после остывания можно работать со спаянной трубой.
Когда будете выбирать прибор для развальцовки, учтите диаметр изделий, с которыми вы планируете проводить работы. Для систем отопления диапазон сечения колеблется в пределах 32—40 миллиметров. А для систем кондиционирования применяются изделия, диаметр которых не превышает 16 миллиметров. А ещё нужно опираться на такие критерии, как качество получаемого раструба и возможность использования сменных насадок для различного сечения труб.
https://youtube.com/watch?v=x0MrB68HcBo
Инструменты
Если вы интересуетесь тем, как развальцевать медную трубку в домашних условиях, то для выполнения задачи необходимо обзавестись необходимым оборудованием. Плавильный инструмент состоит из нескольких валиков, прокатывающихся по внутренней стороне заготовки. С каждым разом они все больше ее деформируют.
Особенности станка:
- Невозможны разрывы трубы. Станок действует таким образом, что вальцы за проход слабо обрабатывают трубку. Изделие хорошо переносит постепенную деформацию, без возможности разрыва в месте давления.
- Гладкость поверхности трубки. Если использовать качественный станок, то на заготовке не образуется никаких разрывов, заусенцев и прочих дефектов. По трамвайным рельсам постоянно прокатываются стальные колеса. Поэтому они выглядят идеально гладко. То же самое происходит и с трубами после качественной вальцовки (прочитайте: «Способы развальцовки медных трубок и необходимые инструменты»).
- Толщина стенок заготовки становится одинаковой. Более толстые участки будут обработаны вальцами до той же толщины. Поэтому труба в итоге станет ровнее, даже если изначально на ней имелся небольшой дефект, например, неоднородность.

В основном ручные инструменты для вальцовки не оснащены электродвигателем. Он чаще всего задействован в стационарных приспособлениях, соединенных с трубогибом.
Стоимость станков для вальцовки сильно различается. Все зависит от комплектации, производителя, качества и принципа функционирования
Если вы хотите приобрести инструмент от надежного производителя, то стоит обратить внимание на бренды GEDORE, BETA, BRITOOL и другие известные марки. Но они относятся к дорогостоящим станкам
Приобретение профессионального инструмента имеет смысл в том случае, если вы планируете его постоянно использовать либо зарабатывать на этом.
Когда требуется разовое использование вальцевателя медных труб, то можно купить модель из среднего ценового сегмента. Ее будет достаточно для монтажа водопровода в доме. Совсем дешевый станок покупать нет смысла, ведь высок риск его быстрой поломки.
Как выполнить развальцовку
Итак, после подготовки приступают непосредственно к развальцовке:
- По необходимости заблаговременно надевают на трубу обратную гайку, чтобы потом не возникло казуса с крепежом трубы, поскольку на развальцованный торец надеть ее уже не представится возможным.
- Подготовленную трубу зажимают в плашке, предварительно выбрав в ней подходящее по диаметру отверстие. Зажать необходимо так, чтобы торец трубы слегка выступал над поверхностью плашки, а сама труба была надежно зафиксирована. Высота выступа зависит от диаметра трубы и выбирается согласно таблице ниже.
| Диаметр трубки | Высота
выступа (мм) |
Диаметр разбортовки (мм) | |
| (мм) | (дюймы) | ||
| 6,35 | 1/4 | 1,0…1,3 | 8,3…8,7 |
| 9,52 | 3/8 | 0,8…1,0 | 12,0…12,4 |
| 12,70 | 1/2 | 0,5…0,8 | 15,4…15,8 |
| 15,88 | 5/8 | 0,5…0,8 | 18,6…19,0 |
| 19,05 | 3/4 | 0,1…0,5 | 22,9…23,3 |
- Далее перемещают вальцовочный элемент к нужному отверстию и зажимают его. Обычно на плашке имеются специальные риски для правильной фиксации вальцовочного элемента. При правильной фиксации вершина конуса будет совпадать с центром отверстия трубы.
- Производят вращение винта вальцовочного элемента. При этом конус постепенно входит в трубу, расширяя ее торец. Вращение производят до упора.
- Выкручивают винт обратно, освобождают трубу из плашки, проверяют результат. На выходе должен получиться ровно развальцованный симметричный торец без смещения в сторону и без скоса. Кроме того на нем должны отсутствовать трещины, надломы и другие повреждения. При наличии чего-то подобного неудавшийся участок срезают и выполняют процедуру заново.
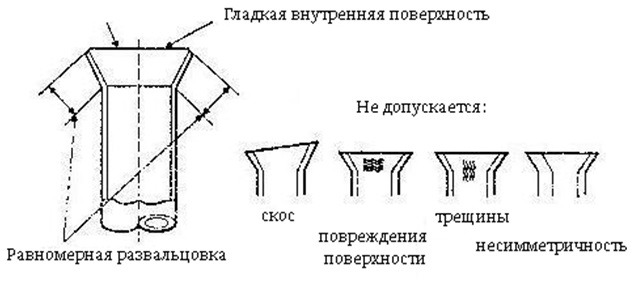
При развальцовке медной трубы не допускаются представленные на картинке ошибки
Относитесь к качеству развальцованной трубы серьезно, поскольку это важно для нормального функционирования системы в будущем. Хорошо выполненная работа убережет от нежелательных утечек агента и поломки оборудования
- Обрабатывают развальцованный участок еще раз – удаляют заусенцы, возможную фаску и неровности. Здесь необходимо достичь идеально ровной и гладкой поверхности для достижения в дальнейшем полной герметичности стыка.
Наглядно ознакомиться о правилах проведения развальцовки можно из видео, представленного ниже.
Если вы все сделали правильно, то развальцованную трубу можно считать полностью готовой к дальнейшему монтажу.
Таким образом, мы описали этапы подготовки трубы к развальцовке, рассказали, какой лучше и как использовать расширитель для медной трубы, представили инструкцию по выполнению развальцовке своими руками.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Толщина стенок при этом изменяется равномерно, более плотные участки трубы с отличающейся толщиной стенок раскатываются до той же толщины, что и более тонкие. А поверхность становится идеально гладкой, без шероховатостей. Так же, как под весом трамвая, раз за разом проезжающего по рельсам, последние становятся гладкими и блестящими, поверхность детали под воздействием валов будет однородной.
Можно развальцевать отрезок и с помощью конуса. Принцип работы прост – конус вдавливается в предварительно зафиксированную в тисках трубу на нужную глубину, затем извлекается. Результат по качеству уступает работе с валами, но применяют конусы также довольно часто.
Рекомендации по применению вальцовки для медных трубок
Качественно выполненная развальцовка позволяет создать надежное и герметичное соединение. Это сделать можно только при наличии опыта. Поэтому рекомендуется перед основными монтажными работами потренироваться на отрезках трубопроката разного диаметра.
Для выполнения качественной развальцовки также придерживаться и других советов специалистов:
- Развальцовывать нужно только трубу, на торце которой отсутствуют заусенцы, мусор и различные дефекты, включая искривления. Край изделия должен иметь круглую форму.
- Расширительный наконечник инструмента обязан располагаться без перекоса относительно оси трубопроката.
- При расширении детали кустарным способом конусообразную болванку нужно не вдавливать, а вкручивать в отверстие проката.
- При использовании приспособления с матрицей необходимо выбирать в планке отверстие с размером, соответствующим диаметру заготовки.
Внешнюю поверхность трубопроката рядом с торцом всегда нужно зачищать абразивной губкой независимо от используемого инструмента. Это позволит удалить мусор и пыль с изделия. Поэтому трубную деталь легче будет надежно зафиксировать в держателе.
Инструменты и приспособления
Для того чтобы развальцевать своими руками трубки, изготовленные из меди, используют специальные приспособления. Такие приспособления могут иметь как ручной, так и электрический привод. Применяются они для монтажа систем кондиционирования, водоснабжения и отопления. Инструменты, оснащенные электрическим приводом, часто совмещают в себе несколько функций: с их помощью можно не только развальцевать медную трубку, но и согнуть ее под требуемым углом.
Любое устройство, при помощи которого осуществляется развальцовка трубок, изготовленных из меди, работает по принципу пластической деформации, поэтому очень важно, чтобы оно справлялось с таким процессом максимально бережно, не нарушая однородность структуры материала, сохраняя равномерность толщины стенок изделий, а также гладкость их внутренней поверхности
Схема правильной развальцовки и примеры неправильно произведенной операции
Шаблон
Это болванка конусообразной формы, изготовленная из более твердого металлического сплава, чем медь. Достоинствами такого устройства являются невысокая цена и простота использования. Между тем его применение может сопровождаться разрывами стенок медного изделия, что дает невысокое качество развальцовки.
Этим простейшим приспособлением можно развальцевать одну трубку, но ни о каком качестве работ говорить не приходится
Механический развальцовщик
Основным рабочим органом данного приспособления является валик из твердого сплава, который, перекатываясь по краю медной трубки, придает последнему требуемую конфигурацию. Использование механического развальцовщика позволяет выполнять равномерную деформацию обрабатываемого участка трубки, формировать на ее конце стенки одинаковой толщины с высоким качеством их внутренней поверхности.
Ручной инструмент способен обеспечить высокое качество развальцовки и хорошую скорость работы
Развальцовщик с электрическим приводом
Такое приспособление с целым набором сменных насадок, обладая всеми преимуществами механического инструмента, позволяет выполнять развальцовку медных трубок с более высокой производительностью и с меньшими трудозатратами. Пожалуй, единственным недостатком электрического развальцовщика является его достаточно высокая цена.
Аккумулятора этого развальцовщика хватает примерно на 100 операций
Эспандер
Такое ручное устройство, работающее по принципу рычажного механизма, позволяет развальцевать конец трубки за одно движение. Обладая простотой конструкции, такое приспособление имеет и ряд существенных недостатков, наиболее значимым из которых является невозможность контролировать толщину стенок обрабатываемого изделия. Таким образом, использование эспандера, который чаще всего и выбирают те, кто выполняет развальцовку своими руками, не гарантирует получения качественного результата.
Подготовительные работы
Как правильно подготовить торец трубы
Прежде чем приступить непосредственно к развальцовке, необходимо подготовиться. Подготовку начинают на этапе порезки трубы, а именно следят за тем, чтобы после отреза торец трубы соответствовал следующим условиям:
- не имел скосов (должен быть выполнен строго под 90 градусов относительно оси трубы);
- был ровным;
- не имел завала краев.
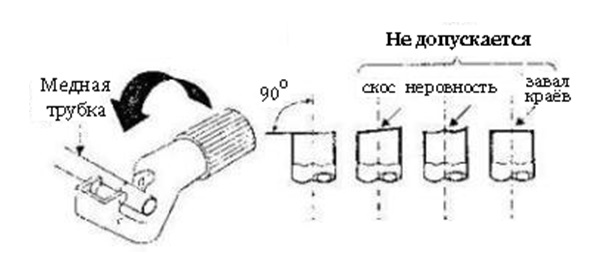
При резке медной трубы не допускаются представленные на картинке ошибки
Для этого резку осуществляют согласно представленной далее инструкции:
- Специальный труборез для медных труб надевают и закрепляют на участке трубы, где ранее была нанесена метка под рез.
- Против часовой стрелки вращательным движением неспешно прорезают трубу.
- Проверяют торец на отсутствие неровностей и скосов.
- С помощью напильника и/или наждачной бумаги удаляют с торца возможные неровности и заусенцы.
Инструмент для развальцовки
Для выполнения задачи также понадобится развальцовщик. Это специальная плашка с шаблонными отверстиями под разные диаметры труб, к которой крепится вальцовка с конусом. Данный инструмент можно приобрести в специализированном магазине. Как правило, он продается в комплекте с труборезом и приспособлениями для обработки торцов труб.

Так выглядит инструмент для развальцовки медных труб
Выбирая расширитель для медных труб, удостоверьтесь, что на плашке имеется отверстие под необходимый вам диаметр. Кроме того, в комплекте должен быть пример в виде отрезка трубы с развальцованным торцом, выполненным именно этим инструментом.
Рекомендации по выполнению развальцовки
Самостоятельная разбортовка медных трубок – легкая задача только при наличии практического опыта. При этом от качества развальцовки зависит герметичность и надежность выполняемых соединений.
Поэтому перед монтажом медного трубопровода, установкой или ремонтом теплогенерирующих приборов лучше попрактиковаться на трубах разного диаметра.
Для специалиста, профессионально занимающегося ремонтом трубопроводов или оборудования, потребуется набор профессиональных инструментов, в который кроме развальцовщика входит риммер для зачистки края трубы, трубогиб и труборез. Для редких ремонтных работ хватит недорогого развальцовщика с минимальным набором насадок.
Рекомендации, которые помогут выполнить развальцовку правильно:
Перед началом работ тщательно проверяют трубу: на ней не должно быть заусенцев и мусора, край и стенки должны быть ровными и не иметь искривлений, к развальцовке допускаются только трубы с круглым сечением.
Во время развальцовки важно следить за тем, чтобы не происходило перекоса расширяющего наконечника относительно трубы. В противном случае раструб будет асимметричным и не сможет обеспечить надежное соединение.
При расширении трубы вручную, конусную болванку следует вкручивать, а не вдавливать в отверстие
Это поможет распределить усилие и не повредить трубу.
Разбортовку трубы экспандером лучше выполнять в два-3 этапа. Сначала немного расширить кромку, а затем повернуть расширитель и растягивать трубу до нужного диаметра.
Устанавливая трубу в матрицу вальцовочного станка, следует выбирать то отверстие, которое точно соответствует диаметру трубы.
Внешнюю поверхность трубки перед развальцовкой обрабатывают абразивной губкой, чтобы очистить от пыли и мусора и обеспечить надежную фиксацию в держателе. Если этого не сделать, трубка будет проскальзывать в матрице, мешая процессу развальцовки.