Технология сварки силумина и её особенности
Содержание:
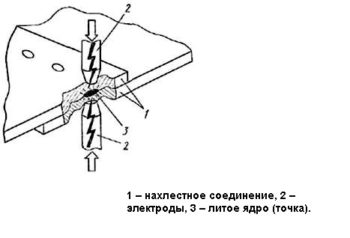
Как происходит процесс?
Защиту от коррозии у силумина обеспечивает прочная окисная пленка. Она же усложняет процесс сварки, препятствуя непосредственному соединению атомов.
Сварку неответственных (слабо нагруженных) деталей ведут на постоянном токе обратной полярности, используя покрытые электроды, либо на прямом токе с помощью неплавкого электрода, угольного либо вольфрамового.
Требуемое проплавление обеспечивают с помощью предварительного нагрева. Детали толщиной свариваемых частей менее 10 мм нагревают газовой горелкой до 250-300ºС, заготовки большей толщины до 400ºС.
Особое внимание обращают на силу сварочного тока. Лучше всего выполнить его подбор до начала сварки деталей, используя бросовые куски силумина сходной толщины
Для предварительного подбора пользуются соотношением: I≤60 A на 1 мм диаметра электрода, где I — сила сварочного тока.
Поскольку пленка шлаков после остывания не даст возможности зажечь дугу, работы ведут непрерывно одним электродом.
Скорость плавления алюминиевого электрода выше, чем стального, поэтому вести сварку нужно быстрее выше.
При использовании технологии неплавкого электрода используют присадочные прутки из алюминиевых сплавов. Детали, толщиной до 2,5 мм можно варить, не разделывая кромок. Изделия массивнее требуют разделки, либо сварки с зазором порядка 0,5-1 мм.
Массивные заготовки сваривают за два прохода. Сначала от средины к краям шва выполняют проход для разогрева, а лишь затем ведут шов.

Плавление прутка не должно происходить каплями, поскольку каждая из них окажется в своеобразном «мешочке» из окислов. При этом силумин будет разбрызгиваться, не образуя шва.
Чтобы этого не происходило, присадка плавится непосредственно в сварочной ванночке. Для предохранения вытекания из нее силумина, используют стальные подкладочные пластины.
Готовый шов должен остывать как можно медленнее.
Изделия из силумина китайского производства сваривать бессмысленно, поскольку по большей части они изготовлены на основе порошковых технологий. Даже если удастся подобрать подходящий режим и присадку, цена такого ремонта окажется дороже новой детали.
Пайка силумина в домашних условиях – Справочник металлиста

Сварка силумина – способ соединения деталей сложной формы или конструкции путем сваривания их кромок в защитном газе. Реализация операции на практике не особенно сложна, если понимать специфику процесса.
При нагревании сплав окисляется, что значительным образом осложняет процесс соединения изделий. Вот почему в процессе сварки не обойтись без защитного газа.
Особенные свойства силумина
Силумин представляет собой алюминиевый сплав с добавлением кремния, среди достоинств которого выделяется небольшая удельная масса, высокая прочность, стойкость к химическому воздействию и коррозии.
Сварка силумина в среде защитного газа.
Интересный факт! Сплав не поддается коррозийным процессам, так как на его поверхности образуется защитная пленка из оксидных соединений. Даже крохотное повреждение поверхности металлической конструкции из силумина приводит к контакту молекул алюминия и кислорода из воздуха.
Также к специфическим характеристикам силумина причисляют: легкий вес, высокую пластичность, доступную стоимость, широкую распространенность.
Благодаря таким качествам материал может применяться для создания изделий со сложной формой, которые должны соответствовать жестким требованиям по прочности, устойчивости перед коррозией и износу.
Силуминовые конструкции нашли применение в авиа-, мото- и машиностроении, его активно используют при производстве бытовой техники, сантехники.
Для пайки силумина применяется та же технология, что и при работе с алюминием, ‒ сварка не плавящимся электродом в аргоновом облаке. Защитный газ необходим для предотвращения окисления металла при контакте с кислородом.
Если при сваривании силумина в домашних условиях пренебречь аргоном, кромки деталей окислятся, на них образуется прочная, жаростойкая пленка, мешающая нормальному свариванию поверхностей.
Технология пайки силумина
Сварка силумина осуществляется методом аргонодугового сваривания с помощью аппарата, в конструкцию которого входят инвертор, баллон с защитным газом, горелка, осциллятор, не плавящиеся электроды из вольфрама. В работе задействуется особая, а именно силуминовая проволока.
Сварка силуминовых конструкций сопряжена с определенными трудностями:
- сваривать можно лишь те детали, которые изготовлены из силумина литейных марок, так как в их состав входит цинк;
- проведения сварных операций с таким металлом отличается высокой ресурсозатратностью.
Процесс аргоно-дуговой сварки силумина.
Технология аргонодуговой сварки предусматривает определенные подготовительные работы, без проведения которых сварные швы редко получаются качественными.
Такие операции позволят устранить оксидную пленку, для чего кромки соединяемых деталей нужно зачистить наждачкой. Также подойдет специальная пескоструйная машина или самодельная щетка по металлу.
Далее поверхности подвергают химической обработке с помощью бензина или любого растворителя. Также допускается использование для этого раствора из воды и каустической соды, но при таком положении дел изделие обязательно промывают по проточной водой.
Сварка силумина в аргоне электродом происходит следующим образом:
- Чтобы изделие проплавлялось наилучшим образом, работы по сварке материала нужно осуществлять при обратной полярности тока с использованием короткой дуги.
- Присадочную проволоку подают в сварную зону, где она расплавляется, а затем соединяется с металлом изделия. Это приводит к формированию жидкой однородной массы, которая по мере остывания становится монолитной.
- Если быстро подать в сварную ванну присадочный материал, раскаленный металл начнет разбрызгиваться. В итоге, качество сварочного соединения, а также его прочность и долговечность снизятся.
- Проволока должна аккуратно подаваться под углом непосредственно спереди горелки. Движение сварщика непременно должны быть плавными. Передвигать присадку поперек, отклонять ее в стороны нельзя, так как это скажется на качестве сварочного шва.
Иные требования при работе с силуминовыми конструкциями аналогичны соединению алюминиевых изделий путем сваривания металлических изделий в аргоне:
- поджигая электрод, касаться соединяемых деталей запрещено;
- газа можно подать через четверть минуты после поджога электрода, что позволит достаточным образом прогреть воздух вокруг сопла газовой горелки;
- нельзя прекращать подачу газа разу после завершения работы, а только спустя пятнадцать секунд после этого, что позволит металлу соединения остыть равномерно и не потрескаться.
Особенности сварки инвертором
Инверторная сварка является самой подходящей и лучшей для изделий из алюминиевой основы. Процесс сварки металла выполняется в специальной оболочке из защитного газа, которая зачастую состоит из аргона. Обязательно используются вольфрамовые электроды с неплавящейся структурой.
Однако во время проведения сварочных работ поверхность данного электрода всегда требуется чистить. Дело в том, что на них скапливаются наросты, которые состоят из окисей вольфрама. В результате этого сильно ухудшается качество сварного шва.
Для удаления наростов применяется абразивный диск. При помощи него производится заточка электродов. Это позволяет сделать их поверхность чистой и гладкой, на ней не возникают заусенцы и канавки. Для заточки рекомендуется использовать отдельный диск, которые не применяется для других элементов.
Кроме этого можно самостоятельно снизить появления больших наростов на поверхности вольфрамовых электродов. Для этого данные элементы рекомендуется подвергнуть сильному охлаждению при помощи газа.
Инвертор для работы с алюминием
Изучая вопрос, чем сваривают алюминий стоит обратить внимание на функциональные устройства — инверторы. Данные приборы для сварки этого металла могут быть разными — они могут отличаться по конструкции и по модификациям
Чаще всего применяются полуавтоматические модели, но иногда могут использоваться электродуговые установки.
Основное преимущество инверторных устройств состоит в том, что они всегда подают стабильное напряжение. Именно это обеспечивает высокое качество сварного шва. Также как и у полуавтоматических устройств, у инверторного оборудования предусмотрена специальная приставка, которая обеспечивает высокую защиту во время работы в газовой среде.
Обычно данная приставка имеет маркировку TIG. Зачастую на многих аппаратах предусмотрена функция, которая позволяет производить быстрый переход в режим эксплуатации в среде защитных газов.
При проведении сварки алюминиевых труб и других элементов из данного цветного металла при помощи инверторного оборудования важно помнить несколько важных рекомендаций:
на поверхности изделий из алюминия всегда образуется оксидная пленка, которая может затруднить сварочный процесс
Именно по этой причине важно предварительно поверхность обработать при помощи абразивного диска, он поможет полностью устранить пленку;
при нагревании алюминий и его сплавы не изменяют цвет. Именно это намного усложняет процесс контролирования состояния сварочной ванны;
важно помнить, что сварочные работы с использованием инвертора, которые проводятся дома, должны выполняться правильно
В этом деле не стоит спешить, необходимо выждать время, чтобы было нужное прогревание;
если металл прогреть слишком сильно, то это может привести к деформированию детали. При проведении сварки алюминия с медью и другими цветными металлами в домашних условиях требуется дополнительно вместе с инвертором использовать специальную приставку, она позволит обеспечить контроль над проведением работы и предоставить возможность создать качественный, прямой и прочный шов;
способы и особенности сварки алюминия и его сплавов практически ничем не отличаются от сварки черных металлов. Для того чтобы справиться самостоятельно с процессом обработки алюминия достаточно иметь минимальные навыки. Дополнительно можно изучить специальную литературу и видеоматериалы.
Конечно, если соблюдать вышеперечисленные рекомендации при сварке алюминия в домашних условиях, все равно не получится получить шов высокого качества. Стоит учитывать, что процесс сваривания достаточно тяжелый и затратный. Самым лучшим вариантом будет приобретение осциллятора. Данный прибор позволит выдавать необходимые параметры тока.
Если при сварке будет применяться осциллятор, то обязательно дополнительно потребуются вольфрамовые электроды. Могут использоваться плавящиеся и неплавящиеся расходники. Все зависит от вида шва, который требуется получить в результате, а также от материала, применяемого в процессе работы.
Обычно самые прочные сварные алюминиевые конструкции получаются при проведении термического сваривания. Однако данный способ невозможно выполнить в домашних условиях. Для него потребуется подготовить специальную смесь, которая должна состоять из свинцовой стружки, марганцовки, алюминиевой пудры, канифоли.
Для этого обязательно требуется знать точные пропорции всех компонентов. Полученная смесь высыпается в область трещины и поджигается, это все приводит к возникновению небольшого взрыва, который и вызывает сплавление шва.
Можно ли варить силумин аргоном

Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Особенности сплава
Алюминиево-кремниевый сплав легко поддается ковке и литейным работам. Изделия из него прочные, легкие и устойчивые к коррозии, внешне привлекательны.
Симулин используют во многих сферах деятельности:
- машиностроении;
- архитектуре;
- изготовлении посуды;
- деталей для сантехники и многих других.
Его физические свойства сравнивают со сталью, однако силумин гораздо легче. Он имеет низкую стоимость, поэтому стал более предпочтительным в производстве недорогой бытовой техники.
Чтобы восстановить или соединить силуминиевые детали используют сварку. Соединение этого сплава на практике имеет ряд сложностей и отличается от обычной сварки.
Поговорим подробнее о способах и технологии сварки силумина самостоятельно. Существует два способа соединения силумина в домашних условиях:
- аргонодуговой;
- плавящимися электродами.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Важно! После применения каустической соды, заготовки обязательно промыть напором воды. Технология сварки силумина аргоном напоминает процесс сваривания алюминия
Это самый надежный способ соединения силуминовых изделий
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Достоинства и недостатки аргонодуговой сварки силумина
- в отличие от других методов восстановления деталей из силумина, при дуговом в атмосфере аргона получают более прочные соединения,
- режим формирования шва – скоростной, сварка не отнимает много времени,
- не нужно предварительно прогревать детали и электрод,
- отработанная технология по силам начинающим,
- направленная дуга не перегревает деталь, она не деформируется.
- работы нельзя проводить на открытом пространстве, в закрытых помещениях необходимо избегать сквозняков, чтобы облако аргона оставалось над рабочей зоной,
- сложно сразу подобрать режим сварки,
- при работе с толстостенным металлом нужно продумывать способ теплоотведения,
- необходимо иметь специальное оборудование.
Тем, кто регулярно занимается ремонтными работами, недостатки аргоновой сварки не мешают создавать качественные и надежные соединения.
В наше время все чаще встречаются изделия из силумина. Силумин — это сплав алюминия с кремнием и еще с некоторыми примесями. Процент кремния в сплаве может составлять от 4% до 22%. По сравнению с алюминием, данный сплав имеет более высокую прочность одновременно с хорошими литейными свойствами.

Силумин, в отличие от алюминия, не имеет такой эластичности и является достаточно хрупким материалом. Изделия из такого сплава при сильных механических нагрузках просто лопаются. В связи с этим, у многих людей возникает такой вопрос, как сварка силумина. Сварить силумин можно двумя способами:
- Аргонодуговой сваркой;
- Сваркой плавящимися электродами.
Неопытному человеку может показаться, что сварка силумина — простая задача. На самом деле это не так. Такая сварка имеет некоторые нюансы.
Выполняем сварку силумина
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Сергей Одинцов
Где применяют силумин
Популярность применения силумина на сегодняшний день наиболее высока в области машиностроения и авиастроения. И это не удивительно, так как материал легкий и прочный. Самолетам он облегчает подъем, а для машин это влияет на стоимость: чем больше вес, тем меньше цена.
Из него производятся такие запчасти, как поршни, двигатели, корпусные детали и цилиндры. Часто слав применяется в производстве орудия, к примеру, пневматических винтовок, в том числе коробок для стволов и практически всех узлов этого оружия. В современном исполнении оружие из силумина при обращении легкое и удобное. Основной недостаток конструктивных элементов – это хрупкость материала, то есть при любом незначительном ударе изделие может дать трещину или сломаться. Кастрюли из силумина легкие, но, опять же, хрупкие.
Силумин, применение которого стало популярно для газотурбинных генераторов, состоящих из пластинчатых теплообменников – отличное решение для оснащения систем энергообеспечения. Температура плавления позволяет использовать материал для этих изделий.
Свариваемость сплава и возможные проблемы
Силумин прочен и устойчив к коррозии и хорошо поддается литью, штамповке и ковке. Однако сплав отличается высокой окислительной активностью, что затрудняет процесс сварки.
Удобнее работать с силуминовыми сплавами литейных марок, которые включают 5-22% кремния, но даже в этом случае требуются большие затраты ресурсов. Если в состав сплава входит много цинка, деталь варить нельзя, т.к. под действием температуры этот компонент выгорает, делая кромку ломкой.
При обработке силумина чаще используют инертные газы. Аргон, который тяжелее воздуха, оседает на обрабатываемой поверхности облаком. Таким образом, на открытом воздухе провести обработку этой области крайне сложно. Кроме того, в ряде случаев возможно плавление электродов.
Для сварки этого сплава применяют далеко не все припои, т.к. висмут, свинец, олово и кадмий плохо растворяются в алюминии, что делает полученное соединение ненадежным.
Однако при использовании флюса, отличающегося высокой активностью, и при тщательной обработке места шва используют припой на основе оловянно-свинцовой смеси. Полученный в этом случае шов отличается низкой устойчивостью к окислительным процессам, поэтому требует дополнительного покрытия лакокрасочным материалом.

Кремний в составе силумина плохо влияет на свариваемость.
Лучше всего для пайки и сварки алюминиевых элементов подходят припои на основе:
- серебра;
- алюминия;
- кремния;
- цинка;
- меди.
Расходные материалы часто включают сразу несколько компонентов в разных соотношениях. Лучшим являются припой 34А, содержащий около 6% кремния, 28% меди и 66% алюминия, а также ЦОП-40 с 40% цинка и около 60% олова.
https://youtube.com/watch?v=_kgEEKCZDt4
Устранение трудностей соединения
Наличие оксидной пленки на поверхности металла существенно снижает качество шва. Она не только имеет более высокую температуру плавления, но и плотность. Пленка затрудняет образование стабильной дуги. Кроме того, дефрагментированные частички оксида остаются внутри шва, снижая его жесткость. Чтобы этого не происходило, свариваемые поверхности предварительно очищают травлением или механической очисткой при помощи металлической щетки.Очищенные детали хранятся не более трех часов.
Эффективным методом удаления пленки является катодное распыление, когда металл бомбардируется ионами, очищая поверхность. Метод применяется в промышленности.
Также применяют флюсы, растворяющие пленку и переводящие ее в летучие соединения.
Кроме того, перед свариванием поверхности очищают от загрязнений растворителями РС-1, РС-2.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка — это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!