Как проверить зазор между поршнем и цилиндром
Содержание:
Какой зазор должен быть на поршневых кольцах
На поршень устанавливается два типа поршневых колец:
- компрессионные кольца;
- маслосъемные кольца;
Также компрессионные кольца делятся на верхнее компрессионное и нижнее компрессионное кольцо. Задачей данных колец является герметизация камеры сгорания и предотвращение прорыва значительной части отработавших газов в картер двигателя. Маслосъемные кольца осуществляют снятие излишков моторного масла со стенок цилиндра, благодаря чему масло не попадает в камеру сгорания в избыточном количестве.
Такой ремонт обычно предполагает расточку блока цилиндров, установку ремонтных поршней и колец. Указанный тепловой зазор является допуском, который учитывает расширение детали с нагревом, то есть когда происходит изменение определенных параметров. Допустимый зазор между поршнем и цилиндром является таким зазором, при котором наблюдается нормальная работоспособность всех элементов. Детали весьма плотно подогнаны друг к другу, но при этом не происходит их повреждения и заклинивания.
Другими словами, допустимый зазор поршневых колец позволяет после теплового расширения добиться такого теплового пространства (зазор между поршнем и цилиндром), при котором плотно прижатые к стенкам цилиндров поршневые кольца создают надежное уплотнение. При этом расширившиеся под воздействием высокой температуры кольца должны сохранять подвижность в канавках на поршне и создавать надежное уплотнение, при этом не препятствуя нормальному перемещению поршня. Параллельно с этим поршневые кольца должны эффективно отводить избытки тепла от нагретых поршней.
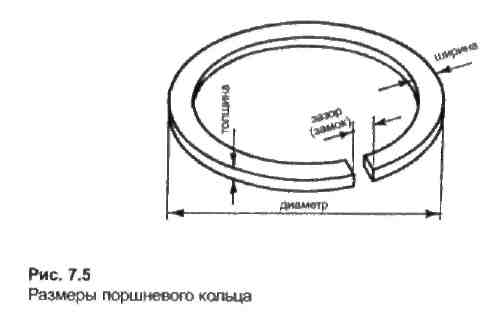
Поршневое кольцо не является цельным, так как имеет разрез (замок). Благодаря указанному разрезу удается избежать заклинивания при нагреве и достичь упругости кольца для плотного прижатия к стенкам цилиндра. После установки кольца на поршень и помещения поршня в цилиндр образуется зазор в замке поршневых колец. Такой зазор составляет 0.3- 0.6 миллиметра.
Замок поршневого кольца может быть выполнен в виде прямого или косого среза. Замок с прямым разрезом менее предпочтителен, так как в области краев среза создается сильное давление на стенки цилиндра. Данная особенность конструкции замка вызывает ускоренный износ зеркала цилиндров, после чего происходит утечка газов и повышается расход масла на угар. Увеличение зазора поршневого кольца от допустимых параметров ухудшает уплотнение. Уменьшение зазора колец может привести к их разрушению, заклиниванию или образованию задиров на стенках цилиндров.
Устройство и принцип работы
Конструкция компрессионного кольца проста: это кольцо, имеющее зазор для того, чтобы его упругость позволяла кольцу расходиться, сохранять прижим рабочей кромки к стенкам цилиндра. Материал – высокопрочный чугун, реже – высоколегированная сталь.
Условия работы верхнего компрессионного кольца жестки: это и высокая температура, и давление. В момент воспламенения смеси давление доходит до 90 бар, температура – приближается к 1500 градусов. По мере износа цилиндра он теряет равномерность диаметра, и при каждом ходе поршня вверх-вниз кольцу приходится сжиматься и разжиматься, что способствует накоплению усталостных напряжений. Для увеличения ресурса как минимум верхнее кольцо покрывается слоем хрома, который имеет высокую твердость.
Второе компрессионное кольцо работает в более легких условиях – в этом месте поршень уже холоднее, а прямая теплопередача от раскаленных газов на него уже не действует. Поэтому оно может и не хромироваться.
Маслосъемные кольца изначально выполнялись цельночугунными, они имели две рабочие кромки с канавкой между ними. Масло, которое пропускалось нижней кромкой, собиралось верхней в эту канавку, а через радиальные отверстия в ней попадало в отверстия в юбке поршня и отводилось внутрь него. Такая конструкция имела серьезный недостаток: обе кромки работали одновременно, в изношенных двигателях, где кольцо перекашивалось вместе с поршнем, происходил прорыв масла за кольцо. Поэтому изобрели составные конструкции: в них два тонких колечка прижимаются к краям канавки пружинящим расширителем, через который и стекает внутрь поршня собранное масло. За счет малой ширины отдельных колец и их работы такая конструкция сохраняет эффективность при перекосах поршня.
Правильная установка поршневых колец
Рано или поздно ваш мотор износится и потребует либо смены поршневых колец, либо поршневой в целом.
Вроде поменять поршневые кольца – это рядовая задача, доступная каждому, кто мало-мальски знаком с устройством и принципом работы примитивного четырехтактного мотора. Но, к сожалению, люди страшатся потратить 15 минут своего невероятно драгоценного времени на прочтение литературы и запихивают все в мотор по принципу (а так и стояло. наверное, работать будет). Ну, флаг вам в руки и скорейшего обращения в сервис.
Итак, берем поршень и видим 3 проточки под установку поршневых колец. Никаких ограничительных стопоров на 4-тактных моторах нет, как на 2-тактных двигателях, например.
На 4-тактных моторах есть два вида поршневых колец. Первые два, которые устанавливаются в две верхние проточки, являются компрессионными. Исходя даже из названия понятно, что они отвечают за наличие компрессии в вашем моторе и должный удерживать собой газы, образовывающиеся в момент вспышки за счет горения топлива в камере сгорания.
Следующие три кольца являются маслосъемными. Тут тоже сразу ясно их предназначение. Они отвечают за снятие масла, которое покрывает стенки цилиндра в тот момент, когда поршень возвращается вниз. Если эти кольца будут пропускать, то масло будет оставаться на стенках цилиндра, а это чревато тем, что мотор начнет поджирать масло, и, естественно, появится дым.
Как устанавливать первично? Да, в принципе, как и стояли с завода, в том же порядке, но во избежание ошибок показываем еще раз.
Первоначально ставим главное маслосъемное кольцо: то, которое имеет волнообразную структуру. Установить его проще некуда, так как оно самое эластичное из всех.
Дальше ставим верхнее и нижнее ТОНКИЕ маслосъемные кольца. Они немного тверже, но с их установкой тоже не должно возникнуть проблем.
Теперь ставим поршневые компрессионные кольца: те, которые более толстые и «твердые». Первоначально устанавливаем нижнее, затем верхнее. Поставить их немного сложнее, так как они менее эластичны и более твердые. Сломать вам их вряд ли удастся, но вот при совершенно кривых руках погнуть их проще некуда.
Думаете, на этом все? Нет!
Дело в том, что кольца еще нужно правильно расположить на поршне, чтобы замки колец (место пропила) не попадали друг на друга. Проще говоря, нужно, чтобы пропил нижнего кольца не был расположен прямо над пропилом верхнего кольца.
Начинаем с верхних поршневых колец.
Замок нижнего кольца располагаем посередине над полостью клапана, например, впускного (можно и выпускного, тут разницы нет).
Замок же верхнего кольца располагаем строго в противоположной стороне от нижнего кольца. Соответственно, если замок нижнего кольца над полостью под впускной клапан, то замок верхнего над полостью под выпускной клапан.
Теперь переходим к маслосъемным кольцам. Эти кольца точно так же нужно расположить, чтобы ни один замок не совпал. Поэтому верхнее кольцо располагаем над отверстием под поршневой палец, с правой стороны.
Второе же (то, которое нижнее) располагаем с противоположной стороны, также примерно посередине отверстия под поршневой палец.
Последнее же волнообразное маслосъемное кольцо ставим в любую из четырех получившихся секций между отверстием под палец и полостью под клапан.
А теперь к вашему вопросу: что за ерунду нам тут втирает автор? И зачем так кропотливо выставлять положение всех 5 колец?
Объясняем. Все это мы делали, чтобы не получилось так, что когда один замок располагался над другим, через эти замки не проходят газы (в случае с поршневыми кольцами) и не оставалось на стенках масло (в случае с маслосъемными кольцами).
Если брать во внимание поршневые кольца, то это потеря компрессии и пропуск раскаленных рабочих газов до маслосъемных колец, которые не рассчитаны на такие внезапно появившиеся высокие рабочие температуры. Как итог, кольца после определенного времени могут сгореть
Если же обратиться к маслосъемным кольцам и совпадению замков на них, то у нас не будет полностью сниматься масло: оно будет доходить до поршневых колец, что приведет к закоксовыванию канавок колец, и как итог они залягут, а потом сгорят.
Как результат, вы получите сгоревшие кольца и износ поршневой.
Итог: выставить замки колец перед установкой – это дело 2 минут, а срок службы мотора данная операция может продлить на десятки часов.
маркировка поршней
Днища разных моделей применяемых на двигателях ВАЗ приведены на рисунке. Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой.
Маркировка наносится на поверхность рядом с отверстием под поршневой палец.
На поршне ВАЗ 21213 нанесены цифры -«213», на модели ВАЗ 2123 – «23».
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка – «08»,»083″, «10».
Поршень 2108 имеет диаметр 76мм , модели 21083 и 2110 – 82мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку – «12»и «24» и отличаются глубиной выборки под клапана.
Модели 21126 и 11194 отличаются диаметром.
Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.
Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800-900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка.
Особенности устройства
Комплектовка и сборка поршня с шатуном двигателя ВАЗ
Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П», которая должна быть обращена в сторону передней части двигателя.
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 и 2103 – с увеличением на 0,2; 0,4 и 0,6 мм; для 2105 и 21011 -с увеличением на 0,4 и 0,7 мм.
Поршневой палец – стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня.
Шатун – стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковы.
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,05-0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм. Примечание. Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня.

В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, таккак поршни и цилиндры разбиты на классы с небольшим перекрытием размеров.
Сборка . Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки и не выпадал из него. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного 1 кольца – под углом приблизительно 90° к оси замка верхнего компрессионного кольца Нижнее компрессионное кольцо устанавливайте выточкой вниз.
К чему приводит нарушение зазора между цилиндром и поршнем
Среди многих проблем с авто, есть одна весьма частая, а именно — нарушение зазора между цилиндром и поршнем. Как это проявляется?
Во-первых, двигатель начинает стучать в процессе старта. Во-вторых, значительно падает компрессия двигателя. Как следствие — сильно повышается расход масла, топлива, в конце-концов, движок просто отказывается работать стабильно, либо вовсе глохнет. В общем, если зазор между цилиндром и поршнем сильно уменьшен, то это обязательно приведет сколов на зеркале цилиндров, а также к сильному нагреву деталей блока. В любом случае, ежели проблемы есть, то вам однозначно и без вариантов необходимо ремонт поршневой группы! Хотя, если располагаете средствами, то можете решить проблему сразу: купите новый двигатель! Ну, как? Подходит вариант? Нет? Тогда — ремонт!
Ремонт поршневой группы — это полная замена цилиндров, либо расточке цилиндров.
А теперь — главный вопрос: как проверить зазор между цилиндрами и поршнем? Для произведения замеров необходимо выполнить алгоритм разборки головки блока цилиндров. Собственно, сей алгоритм — это настоящий капитальный ремонт движка — ни больше, ни меньше! Почему именно капитальный ремонт? Всё просто, ибо когда вы произведете разборку и замеры, то обязательно всплывут проблемы с коленвалом, распределительным валом, «сдохшими» прокладками, изношенными подшипниками, вкладышами и тд. Однако, давайте остановимся пока на замерах.
Что необходимо для того, чтобы произвести замеры? Вам понадобятся два инструмента: 1) нутромер — это инструмент, которым измеряется внутренний диаметр цилиндра; 2) микрометр — инструмент, которым измеряют диаметр поршней. Идем далее.
По наружному диаметру, поршни, равно как и цилиндры, распределены на пять классов: A, B, C, D, E. Процесс замера диаметра поршня производится на «юбке» цилиндра: расстояние до днища плоскости составляет 52,4 мм. (Классификация поршня — клеймо с буквой). Диаметр цилиндра измеряется в двух плоскостях и четырех «поясах»: они расположены перпендикулярно друг другу. Если в результате измерений зазор между поршнем и цилиндром составляет более 0,15 мм, то необходим ремонт поршней.
Внимание: если зеркало цилиндра имеет дефекты, то необходимо произвести расточку цилиндра. И ещё один момент: учтите, что цилиндр растачивается до размера, ближнего ремонтного поршня!. Когда ремонт цилиндров завершен, пора подобрать поршни нужного размера
Кстати: очень важно обращать на удельный вес выбираемых поршней. Это очень важно, дабы впоследствии не возникла сильная вибрация при разности масс при возвратно-пускательном движении. Когда ремонт цилиндров завершен, пора подобрать поршни нужного размера
Кстати: очень важно обращать на удельный вес выбираемых поршней. Это очень важно, дабы впоследствии не возникла сильная вибрация при разности масс при возвратно-пускательном движении
Когда ремонт цилиндров завершен, пора подобрать поршни нужного размера
Кстати: очень важно обращать на удельный вес выбираемых поршней. Это очень важно, дабы впоследствии не возникла сильная вибрация при разности масс при возвратно-пускательном движении
И последнее. Перед тем, как приступить к ремонтным работам — не примените заглянуть в руководство по эксплуатации и ремонту вашего авто.
Если вам нужна работа на лето, то тогда вам необходимо зайти на chelyabinsk.pomogatel.ru, где вы сможете просмотреть все доступные вакансии няни на лето.
Какой должен быть зазор на поршневых кольцах? Детальный разбор
Тема, интересующая многих автолюбителей, как установить зазор между поршневыми кольцами, а особенно интересует это тех, кто собирается проводить ремонтные работы самостоятельно
Каждый знает, что любой автовладелец (опытный, или нет), старается больше узнать о повреждениях, которые могут возникнуть во время эксплуатации авто, а также о мерах их предосторожности
Какой должен быть зазор на поршневых кольцах? Мы рассмотрим различные особенности, и специфику темы, а также ознакомимся с основными приёмами и техниками, для ремонта этой детали.
Во-первых, самым первым шагом будет являться факт, который связан с осмотром поршней. Необходимо проверить и тщательно осмотреть поршень на наличие на поверхности трещин, или мелких механических повреждений. Если вы заметили даже небольшой дефект, то следует немедленно заменить поршень на новый. Чтобы избежать неприятной ситуации, или более крупной поломки.
Во-вторых, если у вас разобран двигатель, то следует также уделить внимание и поршням. К таким профилактическим мерам можно отнести очистку головки поршня от имеющегося нагара, очистка и обработка канавок которые находятся под поршневыми кольцами
В-третьих, после того как поршень был очищен, следует обязательно осмотреть зазоры между канавками и кольцами. В решении данной проблемы как никогда лучше подойдёт таблица, в которой будут указаны номинальные зазоры поршневых колец.
Это:
- Параметры верхнего компрессионного кольца должны быть 1-0.04-0,075 мм;
- Компрессионное кольцо, которое находится внизу, должно быть размером 2-0,03-0,065 мм;
- Маслосъемное кольцо с зазором в 3-0,02-0,055 мм.
Помните, что для каждого зазора характерны свои параметры и расстояние, самое главное — не перепутать их. Допустимый зазор должен быть равен 0,15 мм. В том случае, если на глаз тяжело точно определить расстояние между зазорами поршней, то можно воспользоваться специальным прибором — микрометром.
Как правильно использовать микрометр, чтобы определить размер зазора на поршневых кольцах? Нужно померить диаметр поршня сразу в нескольких местах по его окружности. Потом измерить ширину канавок, используя при этом специальные щупы.
После измерений следует вычислить средний показатель значения зазоров. Если показатели отличаются друг от друга, то следует заменить поршень, если показатели одинаковы, то всё в порядке.
В-четвёртых, измерение зазоров в замках поршневых колец. Выполнять данное измерение можно как при помощи специальной оправы, так и при наличии простого предмета цилиндрической формы. Показатели и параметры зазора следует измерять при помощи специального щупа. Параметры зазора пригодного для эксплуатирования имеют следующие пропорции – 0,25-0,45 мм.
При этом может допускаться погрешность равная 1,0 мм, которая может возникнуть в результате износа детали. В том случае, если размер зазора выше нормы, то поршень необходимо поменять. Если же измеренный зазор меньше указанных параметров (0,25 мм.), то всё, что нужно это просто подточить торцы до нужного размера.
В-пятых, измерение зазора между поршнями и цилиндрами. Данное измерение основывается на установлении соответствия между уже измеренными диаметрами поршня и цилиндра. Здесь стандартные показатели равны от 0,025 до 0,045 мм, при возможном износе 0,15 мм.
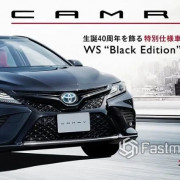
Задиры из-за недостаточного зазора соответственно рядом с бобышкой пальца (задиры под углом 45°)
Описание повреждения
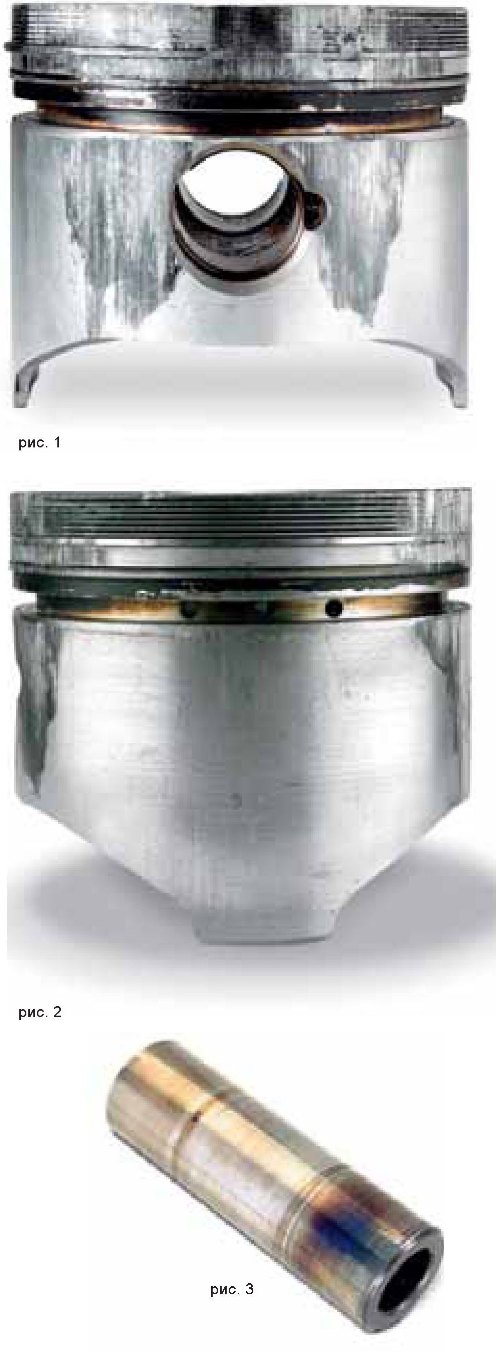
Характерным для этого повреждения являются задиры, появляющиеся соответственно со смещением на 45° относительно оси бобышки, причем как на нагруженной стороне, так и на ненагруженной стороне. Поверхность задиров переходит от точек нажима с зеркальным блеском в относительно гладкие места трения с темным цветом. Поршневой палец имеет синий цвет побежалости, это признак тому, что в данном случае температура поршневого пальца была слишком высокой в результате недостаточного зазора или нехватки смазки.
Оценка повреждения
Повреждение появляется, если зона вокруг крепления поршневого пальца слишком сильно нагревается. Поскольку в этой зоне поршень отличается довольно высокой жесткостью, возникает повышенное тепловое расширение в этой зоне и зазор между поршнем и рабочей поверхностью цилиндра сужается. Относительно тонкостенная и тем самым эластичная направляющая часть поршня может компенсировать повышенное тепловое расширение своей эластичностью. На переходе к жестким бобышкам пальца материал, однако, с большим усилием давит на стенку цилиндра, что в конечном счете приводит к прерыванию масляной пленки и к возникновению трения на поршне.
Возможные причины повреждения
• Слишком высокая нагрузка на двигатель, когда он еще не достиг рабочей температуры
Поршень может достичь своей полной рабочей температуры в течение 20 секунд, в то время как для холодного цилиндра для этого требуется намного больше времени. В результате различий в тепловом расширении обоих элементов поршень расширяется намного больше и быстрее, чем цилиндр. Зазор поршня сильно сужается в вышеописанных местах. Появляются названные повреждения.
• Слишком узкая посадка поршневого пальца в головке шатуна (горяче запрессованные шатуны). Слишком узкая посадка поршневого пальца в бобышке шатуна может привести к некруглости бобышки шатуна и тем самым также поршневого пальца. Это связано с различной толщиной стенки в бобышке шатуна. В то время как в направлении шатуна имеется больше материала и более толстые стенки, толщина стенки в конце шатуна намного меньше. При деформации поршневого пальца зазор в креплении пальца уменьшается. В результате этого недостаточный зазор в креплении вызывает повышенное тепло трения и таким образом повышенное тепловое расширение в данной зоне.
• задиры в бобышке шатуна из-за недостаточной смазки при первом вводе двигателя в эксплуатацию.
При сборке поршневой палец не смазывается или смазывается недостаточно. Перед тем как масло при первом пуске в эксплуатацию поступает к месту опоры, нет достаточной смазки, это вызывает заедание опоры пальца и тем самым повышенное образование тепла.
• Дефект монтажа при горячей посадке поршневого пальца (горяче запрессованный шатун)
Кроме вышеназванной смазки пальца при горячей посадке поршневого пальца бобышки шатуна необходимо обратить внимание на то, чтобы непосредственно после вставки пальца подшипник пальца не был подвергнут контролю на свободный ход путем качающего движения. Непосредственно после вставки холодного пальца в горячий шатун температура между обеими деталями выравнивается
Поршневой палец может стать очень горячим. Он расширяется и заклинивается в еще холодном подшипнике пальца. Если подшипник в этом состояние перемещают, здесь может возникнуть первое место трения или задир, который в эксплуатации приводит к тяжелому ходу подшипника и тем самым к повышенному трению и образованию тепла. По этой причине смонтированные детали должны остыть спокойно, опору следует контролировать на свободный ход только после остывания.
Подведем итоги
От правильно подобранного теплового зазора поршневых колец зависит как ресурс самих колец, так и исправность работы всей ЦПГ. Естественный радиальный износ колец приводит к увеличению тепловых зазоров, после чего герметизация камеры сгорания ухудшается.
Одной из важнейших функций колец параллельно уплотнению и удалению масла является терморегуляция. Через кольца реализован отвод тепла от поршня. При увеличении теплового зазора, а также при его уменьшении данная функция выполняется менее эффективно.
Необходимо отметить, что для двигателя намного более опасен уменьшенный зазор. Если минимальный зазор в замках (тепловое пространство) сократить до показателя 0.2 миллиметра, после нагрева и выхода мотора на рабочие температуры зазор в замке может полностью отсутствовать. В результате кольцо сильно давит на стенки цилиндра, значительно возрастает износ колец, нарушается теплообмен, а также повышается риск образования задиров.
Для выполнения работы потребуется специальный плоский щуп 0,15 мм, рожковые ключи на 13 и 17, ключ для проворачивания коленчатого вала за храповик.
Перед проверкой и регулировкой тепловых зазоров клапанов необходимо снять крышку трамблера и клапанную крышку двигателя автомобиля, отрегулировать натяжение цепи (двигатели 2101, 21011, 2103, 2106) или ремня (двигатель 2105). Проверку и регулировку следует проводить на холодном двигателе.
На двигателях заднеприводных автомобилей ВАЗ 2101, 21011, 2103, 2105, 2106 измеряется тепловой зазор между задней частью кулачка распредвала и рабочей поверхностью рычага клапана. Он составляет 0,14-0,17 мм для впускных и выпускных клапанов.
Порядок проведения проверки и регулировки тепловых зазоров клапанов на двигателях автомобилей ВАЗ 2101, 2102, 2103, 2104, 2105, 2106
— Проверяем и регулируем зазор у 8-го и 6-го клапанов
Поворачиваем коленчатый вал за храповик специальным ключом по часовой стрелке до момента совпадения установочной метки на звездочке (шкиве) распредвала с выступом-меткой на корпусе подшипников распредвала. Контакт «бегунка» трамблера смотрит на гнездо высоковольтного провода четвертого цилиндра в его крышке (для определения расположения нужного гнезда при снятой крышке трамблера ориентируемся на винты с четырех сторон корпуса трамблера, они совпадают с расположением гнезд).
При совпадении меток в четвертом цилиндре происходит такт сжатия, в третьем впуска. Соответственно 8-й выпускной клапан в четвертом и 6-й впускной в третьем цилиндрах будут закрыты, между рабочей поверхностью их рычагов и тыльной стороной кулачков распредвала будет определенный зазор. Его-то и следует проверять и регулировать.
Проверяем тепловой зазор – вставляем щуп между кулачком и рычагом, он должен входить с легким защемлением и не «закусываться».
Если зазор слишком маленький или слишком большой, ослабляем ключом на 17 контргайку регулировочного болта, придерживаем ее им от проворачивания, другим ключом на 13, вращаем регулировочный болт, уменьшая или увеличивая зазор. Проверяем зазор щупом и если он соответствует норме, затягиваем контргайку, удерживая регулировочный болт ключом на 13.
— Проверяем и регулируем тепловой зазор у 4-го и 7-го клапанов
Для этого поворачиваем коленчатый вал на 180º за храповик. Контакт «бегунка» при этом поворачивается на 90º и смотрит на второй цилиндр. Проверяем и если необходимо регулируем тепловой зазор.
— Проверяем и регулируем тепловые зазоры у 1-го и 3-го клапанов
Опять поворачиваем коленчатый вал на 180º за храповик. Контакт поворачивается еще на 90º и смотрит на 1-й цилиндр.
— Проверяем и регулируем тепловой зазор у 5-го и 2-го клапанов
Снова поворачиваем коленчатый вал на 180º за храповик. Контакт поворачивается еще на 90º и смотрит на 3-й цилиндр. Аналогично проводим проверку и регулировку.
Все проверка и регулировка тепловых зазоров клапанов двигателя завершена. Возможно, после ее проведения придется несколько подкорректировать обороты холостого хода двигателя регулировочными винтами карбюратора.
Таблица последовательности регулировки тепловых зазоров клапанов двигателей 2101, 21011, 2103, 2105, 2106, 2107