Холодная сварка для металла
Содержание:
Как это работает
Принцип работы основан на склеивании материала при помощи олигомеров, которые через некоторое время отвердевают на воздухе. Главным их компонентом является эпоксидная смола. Для придания ей стойкости к ударным и вибронагрузкам используются пластификаторы, в состав которых входят наполнители и присадки. С их помощью можно варьировать такие свойства, как термостойкость, электрическая и термическая проводимость.
Для запуска процесса полимеризации используются отвердители — аминные соединения. Они вступают в реакцию с эпоксидной смолой, вызывая формирования высокомолекулярных соединений, представляющих собой твердые и прочные материалы.

Время высыхания зависит от состава. Первичное застывание занимает 15-20 мин. За это время смесь густеет и становится непригодной для дальнейшей работы. Использовать пасту по назначению нужно не позже этого промежутка. Полное застывание занимает до суток. Использовать изделие, испытывающее нагрузки, рекомендуется после окончания полимеризации смолы.
Основные особенности
Применения материала очень простое и не требует сварочного оборудования. Продается этот пластичный клей (артикул по ГОСТ ОКПД 2) в круглой мини баночке, к нему прилагается инструкция. Застывает материал на воздухе, ему не нужно обеспечивать высокую температуру для затвердевания.
Это средство держит не только металлы. Оно может применяться для соединения дерева или любого другого материала. Высокая пластичность дает возможность клеить любую поверхность, даже ту, которая имеет большую нагрузку. При помощи жидкой сварки можно склеить своими руками изделия из:
- нержавейки;
- керамики;
- дерева;
- стали;
- линолеума (например, Таркетт);
- резины (ПВХ);
- меди;
- индия;
- полипропиленовых труб;
- батарей;
- систем отопления и других материалов.
Виды
В зависимости от консистенции ХС может иметь вид жидкости или мягкого бруска (типа пластилина).
Выбор того или иного вида сварки зависит от места его применения. Например, для восстановления резьбы, а также при необходимости металлического или тканевого армирования шва используется жидкая сварка. Во многих других случаях предпочтительней является сварка в виде мягкого бруска.
В жидком виде
Набор холодной сварки в жидком виде обычно состоит из двух тюбиков – в одном из них находится раствор эпоксидной смолы с наполнителями, а в другой – отвердитель. Перед применением из каждого шприца или тюбика выдавливается по равному количеству смолы и отвердителя, которое затем тщательно перемешивается. Полученный раствор наносится на склеиваемые детали.
Пластилинообразная (в виде бруска)
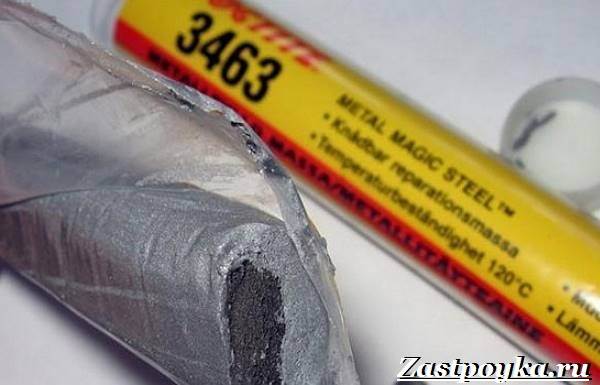
Пластилинообразная холодная сварка обычно имеет вид двухслойного бруска или цилиндра. Цилиндр состоит из двух слоев. Верхний слой (оболочка) бывает обычно более темного цвета и состоит из эпоксидной смолы. Внутренняя сердцевина – это отвердитель. В состав сердцевины входит также металлическая пыль, которая армирует состав и повышает его сопротивление температурным и механическим воздействиям.
Время, когда состав сохраняет пластичность, довольно мало. Поэтому операцию по склеиванию надо проводить быстро.
По назначению
По назначению составы холодной сварки бывают:
- Специализированные.
- Универсальные.
Составы первого вида могут быть предназначены для склеивания конкретных материалов:
- металла;
- пластика;
- линолеума;
- бетона.
Универсальная сварка имеет состав, который годится для работы с любым материалом. Однако качество универсальной сварки уступает качеству сварки, предназначенной именно для данного материала.
Холодная сварка для металла широко используется в промышленности и в быту. На бытовом уровне такой клей применяют для ремонта сантехники, батарей отопления, автомобилей.
Примерная стоимость холодной сварки для металла на Яндекс.маркет
Для ремонта сантехники существует специальная подгруппа холодной сварки, которая не реагирует на наличие влаги. После затвердевания состав почти не реагирует на нагрев.
При ремонте металлических изделий необходимо учитывать вид материала, из которого изготовлена данная конструкция, и подбирать соответствующую марку сварки. В зависимости от типа материала, на который рассчитана марка сварки, в нее добавляется соответствующий наполнитель. Например, для сварки стали в качестве наполнителя используется железный порошок, а для сварки алюминия – пудра из алюминия.
Холодная сварка для пластика не так популярна, как сварка для металла. Однако она также часто используется, например, для ремонта полиэтиленовых труб.
Примерная стоимость холодной сварки для пластика на Яндекс.маркет
При ремонте полов иногда используется сварка для линолеума. Ее использование позволяет быстро прикрепить линолеум к полу. По качеству такой ремонт значительно превосходит использование двустороннего скотча или жидкого клея.
Примерная стоимость холодной сварки для линолеума на Яндекс.маркет
Сварка для бетона позволяет закрепить деталь на бетонной стене без сверления. Но бетон имеет большую гигроскопичность, что иногда препятствует созданию хорошего крепления.
Примерная стоимость холодной сварки для бетона на Яндекс.маркет
Чаще такая сварка используется для соединения осколков при восстановлении поврежденных памятников или статуй из бетона.
Монтаж контура отопления методом холодной сварки
Холодная сварка – это соединение двух и более элементов без их прогрева. Соединение образуется за счет химических реакций, протекающих в клеящем веществе. Пластичность, высокая адгезия и быстрое застывание в монолитную массу — это отличительные особенности компонентов, применяемых для холодной сварки.
Клеящий состав может включать в себя различные элементы, для улучшения механических характеристик клеевых швов. В основе составов, как правило, присутствуют эпоксидная смола, и наполнитель — отвердитель. На упаковке указано, можно ли холодной сваркой заварить трубы отопления, или это состав для ремонта пластиковых труб контура подачи холодной воды.
Холодная сварка — это пластичная масса, которая обеспечивает герметичное соединение труб
Различают два вида компонентов для холодной сварки:
- Пластичное двухкомпонентное вещество, которое непосредственно перед применением необходимо тщательно размять для смешивания компонентов. Преимущество холодной сварки этого вида: состав быстро готовится, долго хранится, требует минимальной подготовки перед применением. Недостаток: быстро застывает, необходимо наносить очень тщательно, рекомендуется использовать как можно быстрее после приготовления.
- Жидкие компоненты. Перед началом нанесения требуется соединить вещества в должной пропорции, и клей готов к применению. Преимущества жидкого состава для холодной сварки: клеящее вещество без труда проникает вглубь соединения, образуя при застывании прочный слой, устойчивый к механическим воздействиям. Недостаток: требует специальных условий для длительного хранения. Для разных материалов – пластик, металл – требуются разные химические компоненты.
Основное преимущество, которым отличается холодная сварка любого вида, это возможность проводить быстрый ремонт участка водопроводной, отопительной или канализационной системы без отключения подачи воды. Сварку, или в данном случае, склеивание компонентов можно производить в условиях повышенной пожарной опасности.
В качестве ремонтного состава для чугунных радиаторов отопления следует тщательно готовить поверхность к применению холодной сварки. Несмотря на прочность соединения, восстановленный участок может не выдержать испытаний максимальным давлением.
Для пластиковых водопроводных систем метод холодной сварки признан одним из лучших решений для локального ремонта при невозможности замены поврежденного элемента. Также холодную сварку успешно применяют для восстановления герметичности стыковых швов на фитингах пластикового водопровода.
Холодная сварка — это эффективный метод для срочного ремонта любых труб
Время ожидания готового состава холодной сварки: от 2 до 20 минут, в зависимости от целевого назначения. Температурный диапазон – от 0 до 1300 градусов.
Достаточно подробно ознакомиться с инструкцией по применению, и монтаж системы будет успешно осуществлен. Для работы потребуется:
- емкость для приготовления состава;
- перчатки, чтобы избежать попадания состава на кожу. Их рекомендуется смочить водой;
- тонкий шпатель, для нанесения вязкого состава в область использования;
- соблюдение правил безопасности при работе с химическими компонентами.
При попадании состава на кожу или в область глаз рекомендуется промыть пораженный участок кожи и при возникновении ощущения жжения обратиться к врачу, имея при себе упаковку от компонентов «холодной сварки».
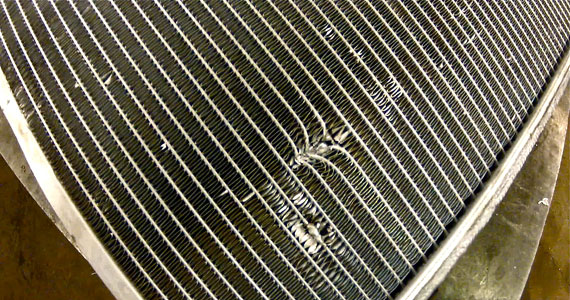
Процесс сварки радиатора автомобиля холодной сваркой
Чтобы на какое-то время вернуть работоспособность потёкшего радиатора, нужно предпринять следующие шаги:
Обработать место протечки шкуркой, желательно до появления блеска
При этом важно оставить на металле глубокие царапины, чтобы увеличить площадь соприкосновения с клеем.
Обезжирить металл ацетоном, а если его нет, воспользоваться бензином.
Выдавить из тюбика или отделить от бруска нужное количество холодной сварки, затем привести её в «рабочее» состояние, перемешав или размяв до получения однородной консистенции.
Нанести состав на место протечки и разровнять. Это нужно сделать как можно быстрее, так как в зависимости от типа клея, он может схватиться довольно быстро
Если пробоина большая, то её лучше заделать, используя кусочек жести в качестве заплатки, и приклеить его этим же клеем.
Починив повреждённый участок, нужно дать клею полностью затвердеть. Это займёт от 1 часа до суток в зависимости от толщины слоя, производителя клея и окружающей температуры. Если времени «в обрез», то уже через полчаса можно завести автомобиль и отправиться в ближайший сервис.
Результат применения холодной сварки для ремонта автомобильного радиатора может быть разным и зависит от множества факторов. Это и наличие охлаждающей жидкости под местом заделки повреждения, и размер повреждённого участка, и толщина слоя клея, и время, которое ему дали для высыхания. В лучшем случае можно проехать даже несколько сотен километров без проблем. Однако не стоит забывать о том, что холодная сварка – лишь временная мера, и нужно всегда быть начеку.
Виды
Подбор состава холодной сварки зависит во многом от целевых установок в применении. Консистенция, вид, свойства клеящего средства должны соответствовать материалам и условиям эксплуатации изделия, тогда результат будет успешным. Основные направления в использовании холодной сварки:
- в ремонте автомобиля;
- в работе с изделиями из металла;
- в работе с другими материалами (деревом, полимерами);
- соединение частей в особых условиях, где традиционные способы не применимы.
Существуют универсальные составы сварки, которые отличаются многообразием использования.
Различная консистенция влияет на особенности применения:
- жидкую массу смешивают с наполнителем перед началом работы;
- массу пластилинообразную (в виде бруска) разминают и перемешивают, если она двухслойная. Через 5 минут сварка готова к применению по корректировке и соединению деталей. Спустя час, после затвердевания состава, можно зачищать изделие, сверлить, обтачивать.

Холодную сварку для металла различают по видам:
- Точечная. С ее помощью наносят медные пластинки на провода из алюминия для надежности электроконтактов, изготавливают ребристые охладители на замену прессованным в полупроводниковом оборудовании и т.д.
- Шовная. Применяют для герметизации тонких стенок корпусов оборудования. Сварка производится с помощью контурных пуансонов.
- Стыковая. Используют для соединения проводов, колец.
- Тавровая. Соединяют латунные шпильки с выводами из алюминия обмоток трансформаторов и др.
- Сдвигом. Применяют холодную сварку для труб системы отопления, на железнодорожных линиях передач для переходников.
Сварку, предназначенную для металла, успешно применяют в ремонте автомобилей (трещина бензобака или выхлопной трубы), сантехнических устройств. Компоненты состава обеспечивают защиту от бензина, антифриза, масла. Но следует заметить, что соединения надежны при условии лишь небольших нагрузок.
Холодную сварку для пластика применяют реже, в случае оперативного ремонта. Она наименее надежна, но пользуется спросом для временного решения проблемы.
Особое место занимает холодная сварка для видов линолеума:
- тип А;
- тип С;
- тип Т.
Первый тип А – это сварка жидкой консистенции с высоким содержанием растворителя. Подходит для соединения листов нового линолеума с ровными краями, которые склеиваются путем небольшого растворения среза. Если щели между полосами достаточно большие, то лучше применить клей типа С.
В составе С меньше растворителя, он гуще. Зазоры до 4 мм можно заполнить клейкой массой. Идеально подходит в соединении листов старого линолеума.
Тип Т холодной сварки используется в соединении многокомпонентных видов линолеума, коммерческой разновидности. Шов отличается эластичностью и надежностью.
Быстрый ремонт батареи отопления холодной сваркой
Этот экспресс-метод поможет восстановить герметичность батареи на 100%. Почему не стоит решать проблему с помощью баночки или тазика под капающий радиатор или трубу? Последствия могут быть весьма печальны — разрыв радиатора, бьющей фонтан горячей воды, дорогостоящий ремонт у соседей снизу за счет виновника торжества. Не стоит рисковать! Необходимо срочно устранять протечку, а летом лучше поменять батарею. В частном доме желательно регулярно делать профилактику автономной системы водяного отопления, чтобы избежать подобных неприятностей зимой.
1.Небольшой свищ можно самостоятельно быстро замазать холодной сваркой. А холодную сварку без труда найдете в магазине сантехники, в автомагазине, в любом строительном. Перед покупкой не забудьте посмотреть на дату изготовления на обратной стороне вкладыша, так как срок хранения такого чудо клея ограничен, и если вы воспользуетесь просроченным замазочным средством, то будете сильно разочарованы – этот клей имеет свойство засыхать еще в упаковке.
2.С чего же начать? Сначала следует найти точное место протечки и определить размер свища, возможно, он не один. Свищ может скрываться под вздувшейся краской на алюминиевом радиаторе отопления. Если свищ образовался в таком месте, что к нему трудно подобраться, то, возможно, придется снять современный радиатор отопления с креплений и слить с него воду.
Чаще всего, радиатор не нужно снимать – свищ в доступном для ремонта месте. И все же, перед тем как замазать свищ, многие сантехники советуют перекрывать на нем краны подачи воды и открывать кран Маевского, чтобы слить воду из батареи, подставив под струю воды ведро. Другие же специалисты говорят, что это делать не обязательно, холодная сварка и так хорошо выполнит свою задачу – она не боится влаги.
3.А вот вздувшуюся краску придется соскоблить. Это можно сделать при помощи ножа, металлического шпателя или плоской отвертки. Под краской вы наверняка увидите небольшое отверстие, а то и два, может и три.
4.Перед тем как начать клеить, поверхность вокруг свища желательно зашкурить и обезжирить. Для этого можно использовать наждачную бумагу и спирт или ацетон.
5.Отрежьте необходимый для ремонта кусочек холодной сварки. Тщательно смешайте все его компоненты между собой мокрыми руками (работайте в перчатках) до получения однородной массы. Клей должен разогреться у вас в руках и стать эластичным и липким.
6.Быстро нанесите замазку на проблемные места, а потом еще раз плотно прижмите сварку чем-то твердым, к примеру, ножом или отверткой, к поверхности радиатора или трубы. Если поверхность влажная, необходимо, прижимая, приглаживать клеящий состав до тех пор, пока появится ощущение прилипания к поверхности и остановится течь. Можно удерживать состав при помощи жгута в течение 15-20 минут до полного затвердевания.
7.Теперь осталось подождать, пока клей затвердеет. Если соединение нагреть, например феном, то это повысит прочность соединения. Время прочного затвердевания должно быть указано на упаковке. Холодная сварка «Алмаз пресс клей» затвердевает в течение 1 часа. Полностью затвердевает через 24 часа. И утечки как не бывало!
Посмотрите видео, как устранить течь радиатора отопления/Холодная сварка
Для пластика
Как уже было отмечено, холодная сварка бывает не только для металлов, но и других материалов. Например, существует несколько типов сварки для ПВХ и линолеума.
Они обозначаются латинскими буквами – А, C или T. Тип А – это жидкая сварка для линолеума и пластика, с помощью которой можно устранять даже очень маленькие щели, однако она применима только для новых ПВХ-линолеумов.
Холодная сварка типа C более густая, её используют, когда нужно заново склеить разошедшиеся швы на старом линолеуме. Холодная сварка (клеящий состав) типа Т подходит для сложных задач и случаев.
Такой сваркой можно соединять встык даже линолеумы на широкой войлочной подошве. Составы типа Т пользуются успехом у многих профессионалов ремонта, что свидетельствует о их высоком качестве.
Область применения
Пластик в последние годы все чаще применяется в различных видах техники и прочих областях. Соответственно, холодная сварка для пластмассы становится с каждым годом более востребованной. Стоит выделить основные области применения данного материала:
- Ремонт пластмассовых корпусов приборов;
- Шпаклевка бамперов на автомобилях;
- Ремонт удочек для рыбалки;
- Заделка течи в пластиковых трубах;
- Склеивание пластмассовых элементов.
Стоит отметить, что клей холодная сварка для пластика способен присоединять к нему и другие материалы, что расширяет сферу его применения.
Подходящие марки
Существует много марок, которые могут подойти к данному делу. Ведь здесь выдвигаются не столь высокие требования как, к примеру, к холодной сварке для нержавейки. Одной из наиболее простых в применении и распространенных марок является ЕР380. Она обладает следующими параметрами:
|
Параметр |
Значение |
| Крепость соединения |
3 500 PSI |
| Максимальная рабочая температура |
93 градуса Цельсия |
| Время застывания |
15 минут |
| Время схватывания |
4 минуты |
| Объем |
14 мл |
Помимо этого имеется еще более надежный вариант, которым является холодная сварка для пластика Poxipol. Она относится к двухкомпонентным, в которых каждый материал находится в отдельной емкости. Данная смесь обладает следующими параметрами:
|
Параметр |
Значение |
| Испытание на сдвиг |
237 Н |
| Напряжение на отрыв |
5,4 МПа |
| Время первичного застывания |
1 час |
| Время сохранения пластичного состояния |
10 минут |
| Время полного застывания |
24 часа |
| Максимальная сила среза соединения |
993 Н |
| Среднее напряжение среза |
2,2 МПа |
Выбор холодной сварки для пластмассы
Подбор подходящей марки является достаточно сложным делом, так как на рынке существует масса различных вариантов, которые трудно перечислить. Чтобы сделать правильный выбор, требуется ориентироваться по техническим параметрам изделия. Если планируется эксплуатация при высоких температурах, то желательно узнать, какую температуру выдерживает холодная сварка, так как нередко она оказывается более низкой, чем у самого пластика, что может воспрепятствовать нормальной работе.
Особенности холодной сварки пластика
Одним из главных параметров является крепость соединения, так что нужно знать данные на разрыв и сдвиг, в зависимости от того, каким нагрузкам будет подвергаться изделие. Крепость соединения также способствует сопротивлению вибрационным нагрузкам. Если вам требуется средство для быстрого ремонта, то нужно подбирать материал с быстрым засыханием. Разброс в данном параметре составляет от 3 до 15 минут.
Инструкция по применению
Инструкция по применению холодной сварки для пластика требует четкого выполнения порядка действий. Первым этапом является подготовка поверхности, которая будет соединяться. Обработка осуществляется при помощи растворителей и наждачной бумаги, чтобы убрать жир и увеличить площадь соединения. Без обезжиривания качество соединения начинает резко падать.
Подготовка поверхности для холодной сварки пластика
После этого нужно отмерить количество используемой холодной сварки, так как после размешивания она уже не сможет применяться повторно. При подготовке нужно отмерить равное количество каждого компонента. Потом нужно приступить к перемешиванию должна получиться однородная смесь мягкой консистенции. С нее можно лепить фигуры для заделки трещин и сколов, а также использовать в качестве клея. Через несколько минут после разминания смесь начнет твердеть, так что нужно не затягивать процесс ремонта.
После нанесения на поверхность нужно придавить смесь чем-либо. Если соединяются трубы, то желательно использовать жгут. В ином случае можно сделать какой-либо пресс самостоятельно.
Меры безопасности
Как и многие другие материалы, холодная сварка для пластика требует выполнения определенных мер безопасности. Ведь это не самое безопасное средство для здоровья. Следует избегать следующих ситуаций:
- Попадание состава массы в глаза человека или на открытые участки кожи;
- Хранение средства под прямыми лучами солнечного света;
- Вести работы со смесью без защитных средств, таких как перчатки и очки;
- Хранение в доступном для детей месте;
- Контакт холодной сварки с продуктами питания и другими посторонними предметами, с которыми потом будет контактировать человек.
При попадании смеси на слизистую оболочку нужно как можно быстрее промыть ее водой. После этого желательно обратиться к врачу. Если произошел контакт с кожей, то это не так страшно и можно обойтись тщательным вымыванием при помощи мыла.
Выбор качественной холодной сварки для металла
Выбирая ремонтный состав домой или в дальнюю дорогу, необходимо учесть следующие важные факторы:
- какие типы поверхности может склеить клеевой состав;
- в каком температурном диапазоне работает ремонтная смесь;
- следует внимательно изучить инструкцию и рекомендации по применению.
Приобретая сварку, стоит отдавать предпочтение надежным производителям, которые хорошо себя зарекомендовали. Такие, как:
- Loctite;
- Permatex;
- WEICON;
- Poxipol;
- Devcon.
Фирменные марки стоят недешево, однако, они не подведут в сложной ситуации.
Узнать, как правильно пользоваться холодной сваркой, можно внимательно прочитав статью дальше.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Инструкция по использованию холодной сварки для металла

Холодная сварка для металла может пригодиться не только для ремонта авто. Кроме этого, она находит широкое применение в быту (склейка керамики и так далее).
Что же касается автомобилей, то ее используют для приклеивания оторванных или отбитых металлических деталей, ремонта повреждений радиаторов, топливных баков, глушителей, картеров, поддонов и других элементов. Чаще всего для этого применяют именно пластические составы, но иногда в ход идут и жидкие, потому как их прочность выше, чем у замазок.
Главным достоинством таких ремкомплектов является то, что для заделки повреждения в баке, радиаторе и тому подобных деталях не требуется сливать бензин, солярку или масло. Холодная сварка не вступает в реакцию с ними, удобна в использовании и быстро застывает. Кроме того, расход этого материала сравнительно невелик, и он послужит вам не один раз.
Для заделки трещин или отверстий в баках, глушителях, поддонах и т. п. при помощи холодной сварки используется одна и та же схема, так что расписывать каждый случай в отдельности нет нужды. Необходимо лишь следовать общим рекомендациям.
- Подготовка поверхности – в первую очередь она подразумевает зачистку металла, которую проводят наждачной бумагой. Конечно, в пути можно обойтись и без этого, но с зачисткой клей продержится гораздо дольше, потому как мелкие царапины и шероховатости обеспечивают наилучшее сцепление состава с поверхностью.
- Обезжиривание – для этого используется антисиликон (на худой конец подойдет и обычный бензин), которым следует намочить кусок ткани и протереть рабочую поверхность.
- Подготовка холодной сварки – требуется выдавить из тюбика или отрезать (отломить) от брусочка необходимое количество материала, после чего размять (размешать) до однородной и пластичной консистенции. Как правило, смесь при этом немного нагревается. Холодная сварка, инструкция к которой обычно прилагается в комплекте, не потребует никаких специальных навыков работы.
- Нанесение клея – полученным составом следует аккуратно заделать повреждение и выровнять поверхность. Рекомендуется делать это максимально быстро, так как схватываются некоторые составы в течение всего нескольких минут.
После нанесения следует дождаться полного высыхания (оно может растянуться от часа до суток). Естественно, в пути не всегда есть возможность ждать так долго, поэтому 20 минут ожидания будет достаточно для первичного застывания, чего хватит, чтобы «дотянуть» до ближайшей автомастерской.
Подробную видео-инструкцию по применению холодной сварки для металла смотрите в конце этой статьи.
Виды холодной сварки
 Давайте уясним, что ничего общего с традиционными сварочными работами в этом процессе нет, скорее подходит термин «склеивание». Базируется это утверждение на том, что основа состава — эпоксидная смола. Для придания необходимых качеств в неё добавляются различные компоненты. Информацию о наиболее важных ингредиентах производители сохраняют в секрете — конкуренция на рынке вынуждает.
Давайте уясним, что ничего общего с традиционными сварочными работами в этом процессе нет, скорее подходит термин «склеивание». Базируется это утверждение на том, что основа состава — эпоксидная смола. Для придания необходимых качеств в неё добавляются различные компоненты. Информацию о наиболее важных ингредиентах производители сохраняют в секрете — конкуренция на рынке вынуждает.
Чтобы увеличить прочность соединения деталей, применяются разные наполнители. В зависимости от характеристик свариваемых поверхностей используются мелкие металлические опилки, измельчённая до состояния пыли керамика и целлюлоза. Информация о количественном содержании стального или чугунного наполнителя позволяет косвенно судить о термостойкости продукта: чем больше, тем она будет выше.
По консистенции различают:
- Жидкую сварку для металла — когда эпоксидная смола и отвердитель находятся в отдельных тюбиках. При необходимости содержимое в нужном количестве используется, а остаток ещё послужит — без потери качества, но с учётом требований к условиям хранения и срока годности. Повышает прочность соединения использование армирующей сетки.
- Пластичную или сухую сварку для металла — когда в фирменной упаковке находится стержень из двух слоёв разного цвета. Отрезается нужное количество, и полученный «пенёк» разминается в руках подобно пластилину, а после этого наносится на подготовленную поверхность. Остаток стержня необходимо предохранить от контакта с воздухом и теплом, в противном случае он утратит ценные качества.
Внимание!
В обоих вариантах имеет значение скорость использования подготовленной смеси
Она начинает застывать уже через три, или самое большее — через десять минут, так что все подготовительные работы выполняйте заранее! Важно обеспечить плотное, герметичное прилегание массы к поверхности. У каждой марки — индивидуальный срок высыхания, указанный в инструкции