Хромирование деталей в домашних условиях
Содержание:
- Способы хромирования
- Приготовление электролита
- Необходимость хромирования
- Осуществление
- Как подготовить обрабатываемое изделие
- Восстановить хром на авто | Автоюристы
- Оборудование и материалы для хромирования деталей своими руками
- Возможные дефекты
- Возможные дефекты и их причины
- Процесс хромирования
- Причины появления изъянов на поверхности деталей
- Технология изготовления покрытия
- Диффузный метод гальванической обработки
- Методика хромирования металла своими руками
- Подготовка рабочего места
- Последовательность проведения гальванизации
- Основные проблемы при хромировании и методы их решения
- Оборудование для хромирования
- Условия для проведения процедуры
- Технологии хромирования
- 5 Выводы по теме публикации
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.

Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Видео:
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Приготовление электролита
Отдельно следует рассмотреть технологию изготовления электролита. Для этого требуется хромовый ангидрид и серная кислота с показателем удельной плотности 1,84 г/см3. Количество данных веществ должно составлять на литр 250 г для первого и 2,5 г для второго. Если не предполагаются внешние воздействия на обрабатываемые предметы, возможна концентрация на литр 400 г CrO3 и 4 г H2SO4. Помимо этого нужна дистиллированная, либо кипяченая и отстоявшаяся вода. Также понадобится три емкости различного размера. Они могут быть представлены стеклянной банкой, кастрюлей и утепленной стекловатой или пенопластом коробкой с влагостойкой крышкой. Наконец, нужен термометр.
Водой при 60°С наполняют банку до половины или чуть больше. Сначала засыпают хромовый ангидрид и размешивают до растворения. Далее добавляют серную кислоту, при необходимости долив воду. После этого следует определить содержание хромового ангидрида путем проверки плотности раствора ареометром. Банка с ним помещена в наполненную водой кастрюлю с кипятильником, а кастрюля установлена в коробке. Затем данную смесь выдерживают под током на протяжении 3,5 ч. Мощность его рассчитывают на основе соотношения 6,5 А/1 л. По этой формуле с учетом требуемого количества электролита выбирают источник тока либо наоборот на основе мощности имеющегося устройства готовят определенное количество раствора. По завершении выдержки электролит должен обрести темно-коричневую окраску. Затем его оставляют в прохладном месте на сутки.
Необходимость хромирования
Под хромированием металла понимают процесс металлизации хромом для улучшения поверхностных свойств и характеристик элементов. При хромировании происходит диффузное насыщение хромом различных поверхностей из стали. Обработка хромом допустима и в отношении АВС пластика, алюминия, латуни, силумина.

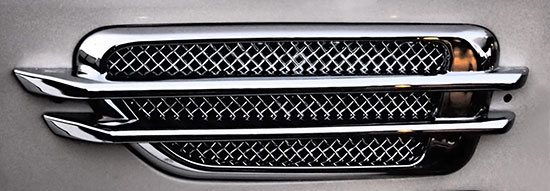
Покрытие хромом придает внешнему виду деталей более красивый вид, облагораживает их. Хромовый слой обеспечивает оригинальный цвет «металлик», литые диски автомобиля, отражатели фар, запчасти мотоциклов, сувениры или предметы интерьера для дома начинают выглядеть более эстетично.
Прочие достоинства хромирования:
- Защита. Нанесение слоя хрома помогает повысить стойкость изделий к перепадам температур, увеличивает коррозионную и эрозионную устойчивость, снижает подверженность механическим повреждениям. Детали становятся сверхтвердыми (950 – 1100 единиц по соответствующей шкале), поэтому меньше реагируют на химическое повреждение, не окисляются.
- Восстановление. Срок службы основания серьезно повышается, крупные и мелкие детали становятся очень стойкими к износу. При низкой глубине износа хромирование полностью восстанавливает изделие (например, у валов и втулок закрываются трещинки до 1 мм глубиной).
- Отражательные качества. Некоторые элементы автомобиля хромируют для повышения различимости в темноте. Отражение улучшает декоративные качества техники.
- Чистота. Хромирование изделий защитит их от грязи и пыли, поскольку предотвращает прилипание различных загрязнений.

По сравнению с никелированием хромирование имеет меньше недостатков: стоимость услуг ниже, покрытие будет более твердым и прочным. Применение никеля выигрывает лишь по декоративным качествам, так как поверхность становится еще эстетичнее.
Осуществление
В случае использования технологии жидкого хромирования работы начинают с нагрева электролита до 52±2°С. После анода в него помещают обрабатываемый предмет и ожидают его нагрева до той же температуры. Необходимо учитывать, что равномерность покрытия определяется правильностью расположения предмета и анода. После этого прикрепляют катод и подают ток (оптимальная плотность — 50 — 55 А/дм2), выдерживая деталь так на протяжении от 20 минут (время выдержки определяется визуально в зависимости от особенностей предмета и может составлять 2 — 3 часа). В любом случае толщина покрытия определяется плотностью тока и продолжительностью выдержки.
Деталь, восстановленная хромированием в домашних условиях
По завершении предмет моют и помещают в сушильный шкаф на 2,5 — 3 часа с целью повышения сцепления покрытия с поверхностью и его твердости.
При первом выполнении хромирования желательно предварительно обработать опытный образец.
Как подготовить обрабатываемое изделие
От того, насколько правильно и тщательно подготовлена хромируемая поверхность, зависят качество и долговечность нанесенного на нее покрытия. Пока готовый электролитический раствор отстаивается, можно заняться подготовкой изделия, которая заключается в выполнении определенного перечня действий.
Очистка
В процессе очистки с обрабатываемой перед хромированием детали удаляются не только следы грязи, но и остатки старой краски, ржавчина, а также любые другие инородные слои. Инструменты и приспособления, используемые для очистки, выбираются в зависимости от того, насколько сильно загрязнена поверхность. Для выполнения такой процедуры, в частности, может применяться как обычная наждачная бумага, так и шлифовальная машинка.
Обезжиривание
Технология хромирования в производственных или в домашних условиях предполагает обязательное обезжиривание обрабатываемой поверхности. От качества выполнения этой процедуры также зависят характеристики наносимого хромового покрытия.
Для обезжиривания, как правило, готовится специальный раствор, который и позволяет выполнить эту процедуру максимально качественно. Наиболее популярный из таких водных растворов включает следующие компоненты:
- гидроокись натрия – 150 г/л;
- силикатный клей – 5 г/л;
- кальцинированную соду – 50 г/л.
https://youtube.com/watch?v=6iC1QGAgEJM
Восстановить хром на авто | Автоюристы
Чтобы в дальнейшем не восстанавливать и не менять их при повреждении или утрате привлекательности хромового покрытия, достаточно следить за их состоянием и регулярно выполнять несложные профилактические работы. Выполнить такие работы в состоянии каждый автолюбитель, которого волнует внешний вид своего транспортного средства. Свежие окислы на блестящих деталях автомобиля можно удалить специальной пастой для восстановления хромовых покрытий Для поддержания хромированного покрытия в первоначальном состоянии и профилактики повреждений, требующих его восстановления, его необходимо регулярно протирать поролоновой губкой или мягкой тканью, смоченной в теплой воде. Выполняя такие работы, нельзя использовать грубую ткань или жесткую губку, которые могут оставить на защитном слое мелкие царапины и потертости, что приведет к его потускнению.
Как вернуть блеск — полировка и защита хромированных деталей
Внимание Но этот способ довольно примитивен и обычно подходит для простой покраски, для восстановления хромированных деталей больше подойдет способ электрохимического или щелочного обезжиривания. Он имеет более высокий коэффициент очистки, особенно для деталей сложной формы, и, не смотря на свою сложность лучше подходит для процедуры восстановления хромированных деталей своими руками
Как хромировать детали Обезжиривание, один из самых важных этапов, качество и ремонт хромированных деталей полностью зависит от него. Существует несколько вариантов химического или электрохимического обезжиривания, для различных материалов и поверхностей (для металлов, цинков, алюминия, пластика и так далее), и выбирать метод следует из справочников и документаций. Неправильно выбранный метод обезжиривания может или негативно отразиться на процессе восстановления хромированных деталей или же вообще испортить ее.
Способы восстановления блеска хрома
- Перед тем как очистить, снимите деталь и перенесите в защищённое от перепада температур место.
- Когда ржавчина проедает хромированное покрытие насквозь, требуется механическая очистка. Всё определяет глубина повреждения. В некоторых случаях приходится применять грубую шлифовку крупнозернистым абразивом.
-
Если удалена значительная площадь металла, нужно позаботиться о его защите, нанесении грунтовки на сварные швы и так далее.
Если за очисткой планируется не восстановление, а покраска, то потребуется два вида грунта — кислотный и основной.
- Хромирование в домашних условиях невозможно. О том, как восстановить такую деталь, вам будут рассказывать в автосервисе, а в качестве альтернативы можно рассмотреть покрытие детали металлизированной плёнкой, покраску детали и гальваническое серебрение.
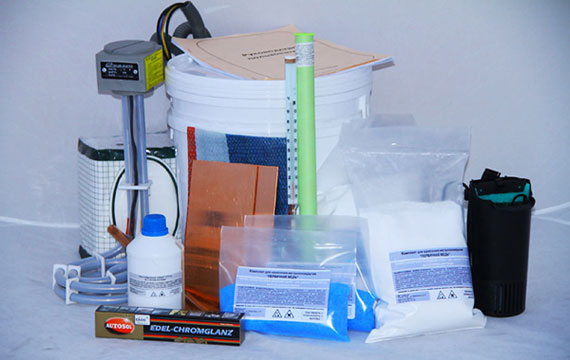
Оборудование и материалы для хромирования деталей своими руками
Для нанесения на металлические детали хромового слоя потребуется следующее оборудование:
- ванна из пластмассы или полипропилена;
- выпрямитель, способный выдать напряжение до 12 вольт и силу тока до 50 ампер;
- кислотостойкий калорифер для подогрева электролита;
- термометр с пределом измерений 0-100 градусов.
Параметры и размеры отдельных видов оборудования, применяемого для хромирования в домашних условиях, определяется величиной и количеством обрабатываемых изделий.
В целях экономии следует подбирать минимальные размеры ванны, в которую будут погружаться детали. Ванну можно сделать из пластмассового ведра или другой прямоугольной емкости. Чтобы раствор не испарялся при длительном хранении, необходимо предусмотреть герметичную крышку или емкость для слива.
В качестве выпрямителя может быть использовано зарядное устройство для автомобильного аккумулятора (оно подойдет при хромировании мелких деталей).
Хромирование деталей будет происходить в электролите, который состоит из:
- дистиллированной воды (подойдет атмосферная вода или водопроводная с малым содержанием солей);
- хромового ангидрида (CrO3) концентрацией 220-250 г/л;
- серной кислоты (H2SO4) концентрацией 2,2-2,5 г/л.
Кроме этих компонентов потребуются и такие материалы, как: соляная кислота (HCl), ацетон или растворитель 646, и чистый листовой свинец.
Возможные дефекты
Несоблюдение технологии ведет к образованию различных дефектов хромового слоя. Во избежание этого необходимо знать основные причины:
- несоблюдение температурного режима;
- неправильные концентрации элементов раствора;
- некачественная подготовка рабочей поверхности;
- нарушение параметров подачи тока;
- наличие посторонних частиц и примесей.
Вследствие названных причин проявляются такие дефекты, как слабый блеск либо его отсутствие, питтинг, хрупкий осадок, шероховатость, набросы, вуаль, шероховатые и темные пятна, подгар, отслаивание, трещины, полосы, пузыри, шелушение, отсутствующие фрагменты, темно-серый цвет, низкие скорость осаждения и рассеивающая способность электролита, черная или коричневая пленка на анодах.
Возможные дефекты и их причины
На покрытии мелкие раковины
- Некачественная механическая обработка заготовки.
- В процессе реакции с поверхности не удаляется водород. В этом случае следует изменить способ «подвешивания» образца и методику просушки.

Отслоение хромировки
- Нестабильность питающего напряжения.
- Плохое обезжиривание.
- Во время слишком длительной обработки электролит остыл.
Если кому-то показалось, что хромирование, в общем-то, штука несложная, то придется несколько огорчить. Даже если речь идет о мелкой «вещице», то нюансов достаточно. Но особенно стоит предупредить о «подводных» камнях тех, кто думает поставить в домашних условиях это дело «на поток».
Процесс хромирования
Хромирование представляет собой процесс насыщения поверхностей из металлических материалов хромом. Также данный процесс может означать образование на поверхности отдельных деталей, сделанных из металлов, хромированного осадка, который необходим для декоративной цели. На поверхность металлов хром осаживается под воздействием электрического тока.
Благодаря хромирования на поверхности образуется тонкий слой защитного вещества, которое делает структуру металла более прочной. Именно поэтому хромированные детали могут прослужить долгие годы. Декоративное хромирование способно продержаться длительное время.
Процесс хромирования деталей
 Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.
Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.
Весь процесс можно разделить на несколько этапов, которые заключаются в:
Очистке.
На данном этапе хромирования осуществляется удаление сильный загрязнений с поверхности металлов, что слой хрома лег ровно и аккуратно.
Тонкой очистке.
Данный шаг предполагает удаление оставшихся следов загрязнений, чтобы они не мешали проведению дальнейших работ.
Предварительной подготовке.
В зависимости от материала, на который будет наноситься состав хрома, зависит то, какие меры следует предпринимать для того, чтобы подготовить его для проведения дальнейших работ.
Помещении в ванну с подготовленным раствором.
 На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.
На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.
Подключении тока.
Этот шаг заключается в том, чтобы подключить к раствору с материалом для хромирования ток определенной силы. Обработка током происходит для образования на поверхности металла слоя хрома определенной толщины.
Во время хромирования выделяется большое количество токсичных веществ, которые могут навредить здоровью человека.
Составы для хромирования
Для хромирования используются следующие виды растворов:
- Раствор шестивалентного хрома. Его главным компонентом является хромовый ангидрид.
- Раствор трехвалентного хрома. В него главным образом входит сульфат хрома или хлорид хрома. Такой раствор применяется достаточно редко. Такая ситуация складывается по причине того, что есть некоторые ограничения на толщину покрытия, его оттенок и насыщенность цвета.
Таблица 1. Составы электролитов для хромирования.
| Компоненты | Составы электролита, г/л | ||
|---|---|---|---|
| Разбавленного | Универсального | Концентрированного | |
| хромовый ангидрид | 150 | 250 | 350 |
| серная кислота | 1,5 | 2,5 | 3,5 |
| катодная плотность тока, А/дм2 | 45–100 | 15–60 | 10–30 |
| температура раствора, °С | 55–60 | 45–55 | 35–45 |
Таблица 2. Состав хромирующих смесей для стали.
| Материал | Состав хромирующей смеси (массовая доля, %) | Температура хромирования, °С | Выдержка, ч | Глубина хромированного слоя, мм |
|---|---|---|---|---|
| Среднеуглеродистая легированная теплостойкая. сталь (пружины, лабиринтные уплотнения) | 60 % металлического хрома,
39 % глинозема, 1 % йодистого аммония |
1020–1050 | 8 | Не менее 0,01 |
| Малоуглеродистая легированная сталь (детали узлов парораспределения турбин) | 1020–1080 | 8–10 | Не менее 0,025 | |
| Жаропрочные сплавы (уплотнительные кольца, втулки, клапаны, гайки, шпильки) | 70 % металлического хрома,
29 % глинозема, 1 % йодистого аммония |
1100–1150 | 5–10 | 0,02–0,03 |
Причины появления изъянов на поверхности деталей
Опытные мастера выделяют несколько основных причин, влияющих на качество хромирования в домашних условиях.
Способы устранения изъянов на поверхности деталей
Превышение силы тока. Избыточный ток, пропущенный через объект, может привести к неравномерному окрашиванию предмета.
Несоблюдение технологии. При нарушении оптимальных температурных показателей и дозировки реактивов металл не обретёт желаемый зеркальный блеск.
Некачественная подготовка изделия-основы. Плохое обезжиривание не позволит катионам хрома равномерно осесть на поверхности предмета, а также уменьшит срок его эксплуатации.
Технология изготовления покрытия
Технология опыления металла хромом включает 4 этапа.
 Процесс хромирования
Процесс хромирования
Приготовление растворов
Эта стадия работы начинается с изготовления из химических компонентов специального состава. Раствор двухлористого олова понадобится для активации поверхности металла. Его можно приготовить, использовав следующие компоненты:
- дистиллированная вода – 0,5 л;
- двухлористое олово – 2,5 г;
- соляная кислота – 20 мл.
 Приготовление растворов для хромирования
Приготовление растворов для хромирования
Рецепт восстановителя предполагает следующий набор составляющих:
- дистиллированная вода – 0,5 л;
- формалин – 5 мл;
- глюкоза – 2,5 г.
Рецепт серебрильного раствора:
- дистиллированная вода – 0,5 л;
- азотнокислое серебро – 2 г;
- гидроксид натрия – 2 г;
- аммиак – 5 мл.
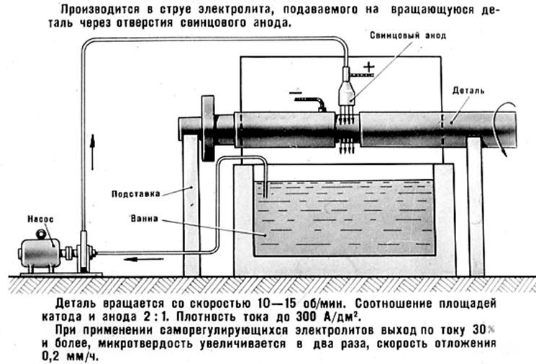 Струйное хромирование
Струйное хромирование
Подготовка поверхности
Подготовка изделия для хромирования своими руками требует обезжиривания поверхности металлической детали. Рецепт обезжиривающего состава: дистиллированная вода – 0,5 л (to – 50-60o) и гидроксид натрия — 20 г.
Покрытие стоит протереть обезжиривающей жидкостью, далее нужно тщательно смыть раствор. Необработанные фрагменты детали не будут поддаваться диффузионной металлизации.
 Обезжиривание поверхности
Обезжиривание поверхности
Активация покрытия
Реакцию опыления металла необходимо активировать. Выполнение этого приёма требуется для того, чтобы серебро надёжным слоем покрыло желаемый предмет. Активация покрытия производится с помощью раствора двухлористого олова в течение ровно 1 минуты. Дальше следует охлаждать поверхность металла, путем помещения его в холодную воду на 3 минуты. Несоблюдение временных промежутков опыления ведёт к браку детали.
 Помещение металла в раствор
Помещение металла в раствор
Металлизация
Получение желаемой плёнки серебра на поверхности предмета – самый интересный этап хромирования в домашних условиях. Серебрильный раствор и восстановитель следует распылять по объекту таким образом, чтобы два состава равномерно ложились на поверхности металла.
 Металлизация распылителем
Металлизация распылителем
Диффузный метод гальванической обработки
 Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Методика хромирования металла своими руками
Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления. О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Хромирование в домашних условиях проводится в спецодежде, сапогах и фартуке. Руки защищают плотными латексными или резиновыми перчатками. Перед работой рекомендуется смазать носовую полость мазью, состоящей из вазелина и ланолина (в отношении 2 к 1).
Последовательность проведения гальванизации
 Как и любое другое окрашивание, хромирование следует начинать с подготовки поверхности детали. Изделие нужно очистить от загрязнений и пыли. С предметов должны быть убраны все лишние элементы. Так, с автомобильного диска предварительно должна быть снята резиновая шина. После проводят шлифовку и обезжиривание изделия. Только после подготовительного этапа можно начинать процедуру хромирования деталей в домашних условиях в соответствии с выбранным способом.
Как и любое другое окрашивание, хромирование следует начинать с подготовки поверхности детали. Изделие нужно очистить от загрязнений и пыли. С предметов должны быть убраны все лишние элементы. Так, с автомобильного диска предварительно должна быть снята резиновая шина. После проводят шлифовку и обезжиривание изделия. Только после подготовительного этапа можно начинать процедуру хромирования деталей в домашних условиях в соответствии с выбранным способом.
Гальванизация в ванной
Если выбор пал на такую методику напыления хрома своими руками, то технологический процесс будет состоять из следующих шагов:
- К обрабатываемой детали присоединяется катод, после чего она опускается в ёмкость с электролитным раствором.
- Дожидаются момента, когда температура хромируемой детали и температура раствора будут аналогичными, затем подают ток.
- Декорируемая деталь должна находиться в ванной около 15 минут (время нахождения в электролитном растворе зависит от размера предмета и особенностей его поверхности).
- Достают изделие и просушивают в течение трёх часов.
Хромирование с использованием гальванической кисти
Чтобы покрыть металлическое изделие хромом можно использовать такой инструмент, как гальваническая кисть. Хромирование пластика в домашних условиях также допускает применение этого приспособления. Сделать гальваническую кисть можно самому:
- Берут нужную щетину и обматывают её свинцовыми проводами.
- Далее такая щетина помещается в подходящую цилиндрическую ёмкость (лучше, чтобы она была из органического стекла).
- Выпрямителем тока будет служить трансформатор из китайского радиоприбора. Его соединяют по следующей схеме: минусовая клемма идёт на свинцовую щетину, а плюсовая — на источник питания.
Способ хромирования гальванической щёткой простой, но требует выдержки:
- Присоединяют декорируемое изделие и гальваническую кисть, которая заправлена электролитом, к трансформатору.
- Медленными движениями проходят кистью по обрабатываемой поверхности детали. Движения не должны быть резкими, а слой должен наноситься равномерно.
- Завершив хромирование, деталь промывают и просушивают.
При таком способе покрытия хромом предмет будет сохнуть куда быстрее, чем при гальванизации в ванной. Нельзя забывать, что во время технологической операции недопустимо прикосновение к декорируемому предмету. Если на невысохшую поверхность попала пыль или грязь, то её убирают компрессором.
Основные проблемы при хромировании и методы их решения
- Отсутствие покрытия на углубленных участках изделия – возникает из-за низкой плотности тока в углубленных местах, избытке серной кислоты в составе электролита.
Решение: использовать фигурные аноды, начало процесса хромирования (1-2 минуты) проводить при вдвое повышенной плотности тока – дать толчок тока, снизить содержание серной кислоты – добавить в электролит воды или хромового ангидрида.
- Покрытие матовое или пригорелое (обычно на выступающих частях изделий) – возникает из-за высокой плотности тока при данной температуре, пассивирования анодов или недостаточного прогрева деталей перед процессом.
Решение: корректировать соотношение плотности тока и температуры, увеличить расстояние между анодами и катодами, очистить аноды, контролировать прогрев деталей перед погружением в ванну хромирования.
- Темные разводы, полосы, точки на поверхности изделий – недостаточная концентрация в растворе электролита серной кислоты
Решение: добавить в раствор серной кислоты.
- Темный цвет покрытия – высокое содержание трехвалентного хрома, недостаток кислоты, низкая температура электролита в процессе хромирования.
Решение: кроме прогрева электролита и добавления серной кислоты следует проработать электролит током.
- Покрытие отслаивается – некачественное обезжиривание поверхности изделия, резкое повышение плотности тока при снижении температуры.
Решение: откорректировать температурный режим хромирования, улучшить подготовку поверхности изделия.
- Зернистость или вздутия – наличие в электролите твердых частиц и (или) некачественная подготовка изделия к гальванической обработке.
Решение: фильтрация электролита и контроль качества подготовки деталей.
Оборудование для хромирования
Рынок предлагает разнообразное оборудование для нанесения хромового слоя как отечественного производства, так и зарубежного. Частное зарубежное предпринимательство подвигло разработчиков на создание компактных установок, которые легко разместить в гараже или маленькой мастерской.
Непрофессиональное оборудование только имитирует качественное хромирование, качество при этом не столь хорошее. Работы проводятся в следующей последовательности:
очищение от старого покрытия;шлифовка;обезжиривание;нанесение грунтовки;нанесение хрома распылением;сушка;защита лаком от повреждений.
Но независимо от типа используемого оборудования во время процесса хромирования происходят физические и химические реакции, которые сопровождаются выделением продуктов распада.
Условия для проведения процедуры
Процесс преображения невзрачных деталей в зеркальные предметы сопряжён с использованием химических реагентов. Жилая комната или кухня не подойдут для хромирования в домашних условиях. Для такого опыта стоит создать импровизированную лабораторию в гараже или другом изолированном помещении. Опасные испарения реагентов могут повысить риск возникновения онкологических заболеваний, поэтому выбранная комната должна быть оборудована вентиляцией, а мастер снаряжен защитной одеждой, очками и маской.
Подготовка рабочего места – очень ответственная часть работы, при проведении которой нужно учесть некоторые особенности технологии.
 В каких условия безопасно проводить хромирование
В каких условия безопасно проводить хромирование
Базовое оборудование
К основным инструментам, используемым при обработке металла, относят следующие компоненты:
- электрохимическая ванна или стеклянная ёмкость;
- выпрямитель тока;
- нагревательный элемент;
- термометр.
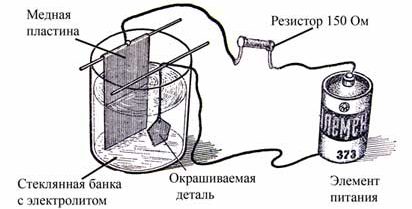
 Схема электрохимической ванны для хромирования
Схема электрохимической ванны для хромирования
С помощью обычного термометра можно выдержать нужную для процедуры температуру. Химические реагенты являются основными участниками процесса серебрения металла. Основной компонент – оксид хрома, который в определённой дозировке считается смертельным ядом. К использованию этого вещества стоит отнестись предельно внимательно.
 Применение оксида хрома
Применение оксида хрома
Химические реагенты
Самостоятельное хромирование также подразумевает поиск надёжных поставщиков, торгующих нужными веществами. Большинство химических компонентов можно приобрести на складах медицинского оборудования, а остальные – купить в аптеке. В стартовый набор включены следующие вещества:
- AgNO3 – азотнокислое серебро – 2 г;
- SnCl2 – двухлористое олово – 2,5 г;
- Глюкоза – 2,5 г;
- NaOH – гидроксид натрия – 22 г;
- NH4OH (аммиак) – 5 мл;
- HCl – соляная кислота – 20 мл;
- Формалин 37% – 0,45 л;
- Дистиллированная вода –2 л.






С помощью кухонных весов или мерных стаканов можно выполнить дозировку каждого препарата. А для самого процесса хромирования своими руками понадобятся одноразовые шприцы и бытовые распылители.
Технологии хромирования
Хромирование в домашних условиях может осуществляться несколькими способами:
- Гальванический (электролитический) метод. Атомы хрома из раствора электролита осаждается на поверхность заготовки под действием электрического тока. Наиболее популярный, способ имеет широкую сферу применения, включая создание изделий, обладающих отражающими свойствами. Гальваническое осаждение хрома позволяет добиться качественного покрытия, устойчивого к механическим и химическим повреждениям.
- Химический (каталитический). Метод основан на взаимодействии реагентов и восстановлении хрома из своих солей; электрический ток не применяется. Получаемый слой первоначально имеет серый цвет и нуждается в полировке. Химическое хромирование, из-за присутствия среди реагентов фосфора, позволяет покрывать качественным твердым слоем изделия сложной формы, включающие полости.
- Диффузионный метод (напыление хрома осуществляется с использованием гальванической кисти). Хромирование деталей в домашних условиях диффузным методом — компактный способ обработки, не требующий организации ванны. Контроль толщины и качества покрытия возможен непосредственно во время операции.
Это интересно: Как хромировать пластмассу своими руками?
5 Выводы по теме публикации
Какой бы вы способ хромирования ни выбрали, имейте в виду, что все химические реакции сопровождаются большим количеством побочных продуктов, наносящих вред всему живому. Если процесс будет проводиться в гаражных условиях, то скоро вы заметите, как быстро возле рабочего места исчезнет вся растительность.
 Хромирование в гаражных условиях
Хромирование в гаражных условиях
Для вашего организма работы по хромированию тоже не проходят бесследно. Если у вас нет уверенности в собственных умениях и знаниях в области химии и физики, то браться за такую работу не стоит. Доверьте это людям, которые имеют в наличии все необходимые инструменты и опыт выполнения работ данного вида. Это будет безопасно для здоровья и пусть немного «ударит» по кошельку, зато вы будете уверены в качестве нанесенного покрытия.