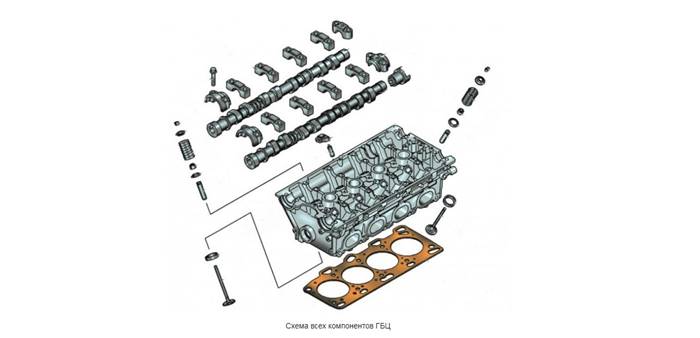
Ремонт блока цилиндров двигателя: что нужно знать
Содержание:
Прайс-лист
Цены действительны с 1 ноября 2020 года
Скачатьпрайс-лист
Работы с ГБЦ (отечественное производство)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Установка резьбовой втулки |
шт. |
280 руб. |
340 руб. |
420 руб. |
|
Замена свечного отверстия |
шт. |
650 руб. |
950 руб. |
1000 руб. |
|
Замена МСК |
шт. |
60 руб. |
60 руб. |
60 руб. |
|
Замена стаканов форсунок ЯМЗ-238 |
шт. |
— |
600 руб. |
600 руб. |
|
Замена стаканов форсунок ЯМЗ-236 |
шт. |
— |
600 руб. |
600 руб. |
|
Снятие патрубков |
шт. |
135 руб. |
175 руб. |
205 руб. |
|
Шлифовка фаски клапана с очисткой |
шт. |
100 руб. |
120 руб. |
150 руб. |
|
Шлифовка торца клапана |
шт. |
60 руб. |
100 руб. |
100 руб. |
|
Фрезеровка ГБЦ по плоскости с форкамерами |
цил. |
700 руб. |
— |
— |
|
Фрезеровка ГБЦ съем более 0.4 мм |
цил. |
300 руб. |
780 руб. |
780 руб. |
|
Фрезеровка ГБЦ паралл. дизель |
цил. |
230 руб. |
600 руб. |
600 руб. |
|
Фрезеровка ГБЦ паралл. бензин AL |
цил. |
225 руб |
375 руб. |
500 руб. |
|
Установка форсунок дизеля |
шт. |
100 руб. |
160 руб. |
180 руб. |
|
Установка термоиндикатора |
шт. |
130 руб. |
130 руб. |
130 руб. |
|
Удаление сломанных шпилек |
шт. |
500 руб. |
500 руб. |
500 руб. |
|
Снятие форсунок дизеля |
шт. |
150 руб. |
245 руб. |
275 руб. |
|
Ремонт свечного отверстия |
шт. |
500 руб. |
800 руб. |
1000 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
800 руб. |
900 руб. |
1000 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
500/200 руб. |
500/200 руб. |
1000 руб. |
|
Рассухаривание клапана |
шт. |
40 руб. |
50 руб. |
60 руб. |
|
Засухаривание с заменой МСК |
шт. |
100 руб. |
150 руб. |
150 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
150 руб. |
200 руб. |
200 руб. |
|
Замена седла без обработки |
шт. |
400 руб. |
500 руб. |
700 руб. |
|
Замена седла с обработкой |
шт. |
500 руб. |
1000 руб. |
1000 руб. |
|
Замена направляющей втулки с разворачиванием под клапан |
шт. |
120 руб. |
200 руб. |
200 руб. |
|
Замена заглушек |
шт. |
300 руб. |
400 руб. |
500 руб. |
|
Дефектовка клапана |
шт. |
50 руб. |
70 руб. |
170 руб. |
|
Выворачивание шпилек |
шт. |
50 руб. |
50 руб. |
50 руб. |
Опрессовка головки блока
|
Наименование услуги |
Ед. изм. |
Цена, руб. |
|---|---|---|
|
А-01 |
шт. |
2 500 руб. |
|
А-41 |
шт. |
2 500 руб. |
|
ВАЗ |
шт. |
1 200 руб. |
|
ВАЗ |
шт. |
1 200 руб. |
|
Д-160 |
шт. |
2 500 руб. |
|
Д-65 |
шт. |
1 500 руб. |
|
ЗиЛ |
шт. |
1 500 руб. |
|
ЗМЗ-402 |
шт. |
1 200 руб. |
|
ЗМЗ-405 |
шт. |
1 200 руб. |
|
ЗМЗ-406 |
шт. |
1 200 руб. |
|
ЗМЗ-407 |
шт. |
1 200 руб. |
|
ММЗ-245 |
шт. |
1 500 руб. |
|
СМД |
шт. |
1 500 руб. |
|
Тракторные и их аналоги |
шт. |
1 500 руб. |
|
ЯМЗ-236 |
шт. |
2 500 руб. |
|
ЯМЗ-238 |
шт. |
2 800 руб. |
|
ЯМЗ-7511 (общие) |
шт. |
2 800 руб. |
|
ЯМЗ-7511 (раздельные) |
шт. |
1 000 руб. |
|
ЯМЗ-840 |
шт. |
1 000 руб. |
Работы с ГБЦ (иномарки)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Установка резьбовой втулки |
шт. |
300 руб. |
385 руб. |
440 руб. |
|
Замена МСК |
шт. |
135 руб. |
135 руб. |
135 руб. |
|
Снятие патрубков |
шт. |
180 руб. |
230 руб. |
270 руб. |
|
Шлифовка фаски клапана с чисткой |
шт. |
150 руб. |
150 руб. |
200 руб. |
|
Шлифовка торца клапана |
шт. |
70 руб. |
80 руб. |
90 руб. |
|
Фрезеровка чугун |
шт. |
600 руб. |
700 руб. |
880 руб. |
|
Фрезеровка AL |
шт. |
500 руб. |
680 руб. |
880 руб. |
|
Установка термоиндикатора |
шт. |
135 руб. |
135 руб. |
135 руб. |
|
Удаление сломанных шпилек |
шт. |
500 руб. |
600 руб. |
700 руб. |
|
Проверка вакуум-тестером сопряжения «седло-клапан» |
шт. |
40 руб. |
40 руб. |
40 руб. |
|
Ремонт свечного отверстия |
шт. |
1000 руб. |
1000 руб. |
— |
|
Ремонт резьбового отверстия |
шт. |
400 руб. |
450 руб. |
500 руб. |
|
Разворачивание направляющей втулки |
шт. |
100 руб. |
100 руб. |
120 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
500 руб. |
600 руб. |
800 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
300 руб. |
500 руб. |
500 руб. |
|
Рассухаривание клапана |
шт. |
80 руб. |
100 руб. |
100 руб. |
|
Засухаривание с заменой МСК |
шт. |
100 руб. |
140 руб. |
140 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
180 руб. |
200 руб. |
230 руб. |
|
Замена седла с обработкой |
шт. |
1000 руб. |
1100 руб. |
1300 руб. |
|
Замена седла без обработки |
шт. |
800 руб. |
1000 руб. |
1000 руб. |
|
Замена направляющей втулки |
шт. |
200 руб. |
300 руб. |
300 руб. |
|
Замена заглушек |
шт. |
550 руб. |
750 руб. |
850 руб. |
|
Доработка направляющей втулки |
шт. |
200 руб. |
150 руб. |
250 руб. |
|
Дефектовка клапана |
шт. |
70 руб. |
80 руб. |
80 руб. |
|
Выворачивание шпилек |
шт. |
200 руб. |
250 руб. |
300 руб. |
Опрессовка головок блока цилиндров
|
ГБЦ двигателя |
Единица измерения |
Легковые,руб. |
Грузовые,руб. |
|---|---|---|---|
|
Теплообменник |
шт. |
1000 |
2000 |
|
ГБЦ 4-6 цил. (рядные) |
цил. |
— |
1500 |
|
ГБЦ (крупногабаритные) |
цил. |
— |
1500 |
|
ГБЦ (чугун) |
цил. |
600 |
1000 |
|
ГБЦ (алюминий) |
цил. |
500 |
— |
Другие токарно-фрезерные работы для авто:
Почему клиенты приезжают в автосервис Oem-zap.su?
Низкие цены за счет большого оборота и прямых поставок.
Запчасти в наличии: более 8000 деталей на складе Oem-zap.su.
Только корейские автомобили, любые модели. Без очередей.
м. Алтуфьево
Адрес: г. Москва,
ул. Дубнинская, д. 50 Б, стр. 1График работы: с 9 до 20 без выходных.Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
м. Царицыно
Адрес: г. Москва,
ул. Севанская ул., д. 62График работы:с 9 до 20 без выходных Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
Ответы на частые вопросы клиентов
Стоимость ремонта в Oem-zap меньше, чем у дилеров?? Да, на 5-15% минимум. Сохраняется ли официальная гарантия при ремонте у Вас? ? Да, сохраняется. Вы используете оригинальные запчасти или аналоги? ? Мы используем оба варианта, исходя из ситуации и потребностей клиента. Сможете ли вы сделать ремонт моей машины … ? ? Конечно, сможем, если это модель корейской марки.
Наши акции:
Мойка радиатора скидка 10%
Антибактериальная обработка кондиционера скидка 30%
Ремонт агрегатов в регионах скидка 50%
Виды ремонта
Наш технический центр проводит работы по восстановлению БЦ различными способами. Мы располагаем передовым оборудованием, которое позволяет проводить ремонт любой сложности:
- Расточка и хонингование. Наиболее эффективные способы восстановления геометрии цилиндров до 0,01 мм.
- Гильзовка. Применяется для чугунных и алюминиевых БЦ в случае сильного износа зеркала цилиндров. Способ заключается в установке гильз для правильного хода поршня.
- Мойка. Очистка блока от нагара, примесей и твердых частиц. Часто для этого требуются специальные вещества и инструменты.
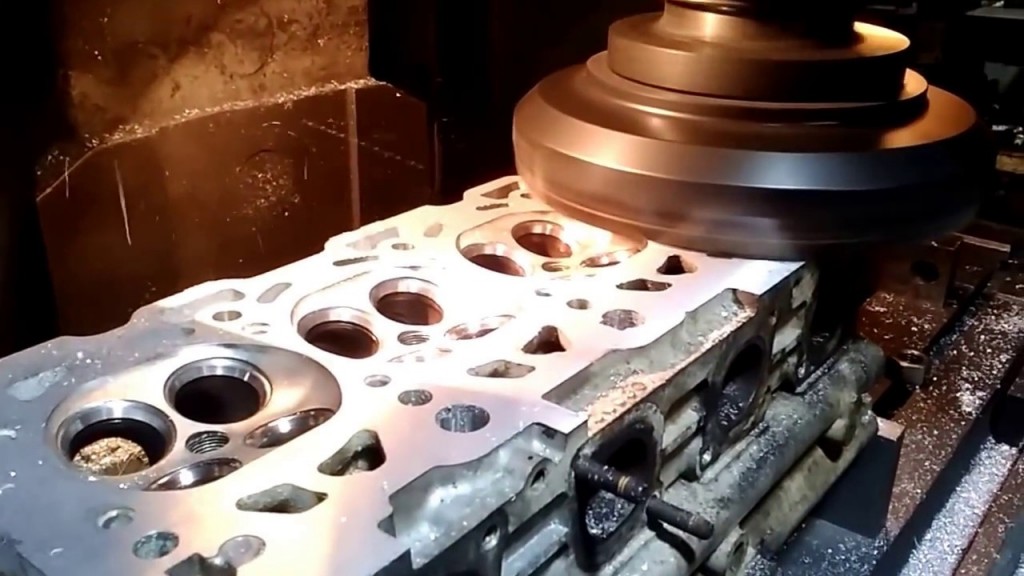
- Шлифовка. Применяется для промежуточного вала или плоскостей блока цилиндров. Метод позволяет устранить дефекты геометрии на плоскостях.
- Сварка. Используется для удаления трещин, зазоров и других проблем, связанных с разгерметизацией конструкции или механическими повреждениями.
- Опрессовка. Метод эффективен при невозможности определения места утечки масла или жидкостей.
Наша компания также выполняет дополнительные виды восстановительных работ, включая установку заглушек и так далее. Чтобы добиться экономии денежных средств клиента, мы предварительно проводим диагностику. Она помогает выявить мельчайшие недостатки в работе БЦ и устранить их выгодными способами. Диагностика выполняется с использованием компьютеров и специализированного программного обеспечения.
Цена ремонта блока цилиндров
На стоимость услуг влияет тип неисправности. Каждая неполадка устраняется уникальными методами, требующими использования специальных материалов и оборудования. Поэтому точная цена определяется после выявления недостатков БЦ. Мы предложим оптимальный вариант решения проблемы, который сократит ваши расходы и поможет добиться надежной работы двигателя. Примерную стоимость можно узнать в прайс-листе на сайте.
| Услуга | Цена |
|---|---|
| Ремонт двигателя | 30 000 руб. |
| Снять / поставить ГБЦ | 15 000 руб / 20000 руб. |
| Ремонт или изготовление шатуна | 3 000 руб. |
| Проточка, хонинговка блока цилиндров | 8 000 руб. |
| Шлифовка ГБЦ | 1 000 руб. |
| Ремонт ГБЦ и притирка клапанов | 10 000 руб. |
| Снятие / установка ДВС | 15 000 руб. |
| Изготовление вкладышей | 1 500 руб. |
ремонтируем двигателя как бензиновые так и дизельные!
ОСТАВЬТЕ ВАШ ТЕЛЕФОН
и мы свяжемся с вами через 15 минут
Наши преимущества
Мы специализируемся на восстановлении двигателей импортных и отечественных автомобилей. Узкая специализация позволяет нам находить нестандартные способы устранения проблем, которые отличаются инновационностью и эффективным результатом. В работе применяются высокотехнологичные инструменты и оборудование, что гарантирует точность и отличное качество.
Гильзование
Такая технология ремонта блока цилиндров двигателя выбирается, когда износ цилиндра больше, чем последний ремонтный размер. Также гильзование выбирают, если на поверхности имеются очень глубокие задиры и риски.
Цилиндр необходимо расточить до такого диаметра, который позволит установить гильзу с толщиной стенок до 2-3 мм после растачивания. В верхней части камеры сгорания нужно сделать специальную выточку под буртик для гильзы.
Гильзу изготавливают из материалов, которые близки по свойствам к материалу цилиндров. Наружный диаметр должен иметь припуск под запрессовку. Гильзу, а также стенки цилиндра смазывают маслом и гидравлическим прессом запрессовывают. Если пресса нет, гильзы можно установить при помощи ручного приспособления.
Как правильно измерить износ?
Овальность или эллипсность нужно измерять в поясе, который расположен на 40-50 мм ниже от верхней части камеры сгорания. Измерять нужно в плоскостях, которые взаимно перпендикулярны. Износ будет минимальным по оси коленвала, а максимальным – в той плоскости, которая перпендикулярна оси коленвала. Если есть разница размеров, то это и будет величиной овальности.
Чтобы определить конусность, индикатор следует индикатор установить вдоль камеры сгорания. Плоскость выбирают перпендикулярной оси коленвала. Если в показаниях индикатора имеется разность размеров, то это и есть размер конусности. При этом нужно измерять нижнюю и верхнюю часть цилиндра. Индикатор опускают строго вертикально, чтобы он не отклонятся ни в одну из сторон.
Если размер эллипсности выше, чем допустимые 0,04 мм, а конусность более 0,06 мм, на стенках имеются задиры и риски, тогда необходим ремонт блока цилиндров двигателя.
Под ремонтом нужно понимать увеличение диаметра до ближайшего ремонтного размера, установку новых поршней и других сопутствующих элементов. В зависимости от того, насколько изношены цилиндры, их шлифуют, растачивают и затем доводят, устанавливают гильзы.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Выберите ближайшую Вам автомастерскую Oem-zap:
м. Алтуфьево
Адрес: г. Москва,
ул. Дубнинская, д. 50 Б, стр. 1График работы: с 9 до 20 без выходных.Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
м. Царицыно
Адрес: г. Москва,
ул. Севанская ул., д. 62График работы:с 9 до 20 без выходных Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
Ответы на частые вопросы клиентов
Стоимость ремонта в Oem-zap меньше, чем у дилеров?? Да, на 5-15% минимум. Сохраняется ли официальная гарантия при ремонте у Вас? ? Да, сохраняется. Вы используете оригинальные запчасти или аналоги? ? Мы используем оба варианта, исходя из ситуации и потребностей клиента. Сможете ли вы сделать ремонт моей машины … ? ? Конечно, сможем, если это модель корейской марки.
Наши акции:
Мойка радиатора скидка 10%
Антибактериальная обработка кондиционера скидка 30%
Ремонт агрегатов в регионах скидка 50%
Растачивание
Ремонт чугунных блоков цилиндров двигателя может выполняться и таким образом. Используют расточные стационарные и мобильные станки. Мобильные вертикально-расточные агрегаты крепят в процессе непосредственно к блоку. При этом для обработки первого и третьего цилиндров станок закрепляют сверху болтами, которые пропускаются через второй цилиндр. Перед тем как окончательно закрепить станок, шпиндель его тщательно центрируется с помощью кулачков. Резец настраивают на необходимый размер при помощи микрометра или нутромера.
Минусом растачивания считается необходимость последующей доводки – на поверхности без доводки остаются следы работы режущего инструмента. Доводку при ремонте блока цилиндров дизельного двигателя, бензиновых агрегатов выполняют в специальных или сверлильных станках. В более простых случаях можно обойтись электродрелью и доводочной головкой с абразивными камнями. В процессе любой доводки обрабатываемый цилиндр обильно поливают керосином.
В конце обработки конусность, а также эллипсность не должны быть более 0,02 мм. Алмазное растачивание выполняют твердосплавными резцами на малых подачах и больших скоростях. Лучше работать на специальных расточных станках.
Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна, так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы.
- Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Причины износа
Когда топливо сгорает в камере сгорания, газы попадают в канавки поршневых колец и сильно отжимают их к зеркалу цилиндра. Сила давления по мере того, как поршень движется вниз, становится меньше. Поэтому цилиндры изнашиваются в верхней части больше, чем в нижней. Что касается смазки, то в верхней части цилиндров она хуже из-за воздействия высоких температур. Сила, которая действует на поршень в двигателе при его рабочем ходе, делится на две важные составляющие.
Первая часть этой силы направлена вдоль шатунов. Вторая часть направлена перпендикулярно оси цилиндров. Она прижимает поршни к левой стороне стенки. Когда сжатие передается от коленвала к шатуну, то сила также разлагается на две части – одна работает вдоль шатунов и сжимает топливную смесь, а вторая жмет поршень к правой стенке цилиндров. Боковые силы работают также на тактах впуска и выпуска, однако в значительно меньшей мере.
В результате действия боковых сил цилиндры имеют износ в плоскости работы шатуна и получается овальность. Значительнее износ левой стенки, так как боковая сила при рабочих ходах поршней самая высокая.
Кроме образования овальности, воздействие боковых сил также вызывает конусность. По мере того как поршень движется вниз, воздействие боковых сил уменьшается.
Задиры на стенках цилиндра образуются из-за перегревов, масляного голодания, загрязненности масла, недостаточных зазоров между стенками цилиндра и поршнем, плохо закрепленных поршневых пальцев, по причинам поломки поршневых колец. То, насколько сильно изношен цилиндр, можно определить при помощи индикатора или нутромера.
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Возможна ли гильзовка своими руками?
Гильзовка цилиндра, в принципе, может быть проведена даже в гараже, но при соблюдении некоторых условий.
- Во-первых, для этой работы потребуется специализированное оборудование,
- Во-вторых, нужно быть профессионалом, чтобы выполнить ремонт качественно.
Важно, чтобы точность обработки была высокой, ведь только так можно будет обеспечить необходимый натяг при посадке новых гильз в блок цилиндров. Таким образом, в теории гильзовка «дома» своими руками допустима, но на практике это большая редкость
Даже в крупных города не просто разыскать специалистов, выполняющих гильзовку с соблюдением всех технологий.
Капитальный ремонт двигателя: причины и решения
Всем известно, что мотор является высоконагруженным агрегатом в системе транспортного средства. Во время работы ДВС стенки цилиндров подвержены большим нагрузкам в результате трения поршней. Нередко после прохождения внушительного километража цилиндры приобретают овальную форму. Это становится причиной проникновения выхлопных газов и частично горючей смеси в картер двигатель, так как поршневые кольца не могут обеспечить герметичность. Автомобилист сталкивается с тем, что падает мощность автомобиля, а также начинается перерасход моторного масла.
Исправить овальную форму цилиндров можно при помощи станков, осуществляемых так называемую расточку блока цилиндров. В ходе этой операции происходит стачивание металла и возвращение первоначальной геометрии. После чего в расточенный цилиндр помещают новый поршень с увеличенным диаметром. В некоторых случаях расточка идет уже не как ремонт, а как тюнинг двигателя. Цилиндр с правильным сечением растачивают под больший диаметр с целью увеличения мощности двигателя.
Восстановление цилиндров двигателя

Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
- тщательную очистку поверхностей БЦ;
- затем производится проверка на герметичность каналов системы охлаждения в блоке (рубашка охлаждения);
- также промываются и очищаются, а затем проверяются масляные каналы;
- далее проводится осмотр цилиндров в целях выявления различных дефектов;
- затем производится расточка/гильзовка блока, шлифовка поверхностей и т.д.
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Следующим шагом после расточки является хонингование. Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка. Такой станок позволяет реализовать вращательные и возвратно-поступательные движения.
Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
Что в итоге
Как видно, существует достаточно много неисправностей самого блока цилиндров. Некоторые можно считать мелкими (например, если болт обломался в блоке и т.п.), тогда как другие являются достаточно серьезными (например, износ стенок цилиндра, трещины и т.д.)
При этом важно понимать, что в каждом случае технология ремонта блока цилиндров может отличаться. Также сложность ремонта блока двигателя напрямую будет зависеть от самой проблемы, от общего состояние поврежденной детали, от особенностей конструкции и т.д.. На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки)
Также очень важным аспектом является опыт и квалификация самого мастера
На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки). Также очень важным аспектом является опыт и квалификация самого мастера.
С учетом вышесказанного становится понятно, что доверять выполнение подобных работ следует только опытным специалистам, а сам двигатель оптимально ремонтировать на таких СТО, где реализована возможность производить все необходимые операции прямо на месте. Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.